



绿色制造在丝杠传动设计和加工中的应用
2022-1-4 来源: 山东华珠机械有限公司 作者:韩耀华
摘要 : 针对传统丝杠加工模式成本高、效率低和影响环境等方面的问题,引入绿色制造的理念,提出用冷轧丝杠、工程塑料螺母来代替一些行业中所用的传统车削、磨削丝杠和铸铁、铸铜螺母。该设计理念具有先进性并能够显著降低成本,提高效率。尤其是小直径的大导程丝杠和工程塑料螺母在表面粗糙度、耐磨性、耐蚀性等方面均优于传统车削、铣削加工模式,同时生产过程更绿色环保。
关键词 : 绿色制造 ; 冷轧丝杠 ; 多头大导程 ;工程塑料 ; 轨道交通
1、序言
传统丝杠传动机构中的丝杠往往采用车削或磨削加工,螺母采用铸铁或铸铜材料。而随着绿色制造理念的推广,人们开始认真反思 : 在工业制造的过程中,如何改善对环境的影响,如何提高资源的利用率,从而使传统的制造模式,逐步向现代的制造模式发展。同时还要考虑如何满足产品功能的要求,以及控制成本。
性价比是人们重点考虑的问题,但实现高性价比却不是一件太容易的事情。从丝杠传动件来看,如何满足部件所需的要求和性能,是很关键的问题。也就是说,引入绿色制造的理念,就应该打破传统的丝杠传动机构的制造模式。
要在满足部件功能的情况下,尽可能在设计中采用冷轧丝杠和工程塑料 PA66 的螺母。下面具体讲述一下。
2 、根据部件功能的需求,合理设计丝杠副的加工模式
随着社会的不断发展和制造成本的不断提高,在丝杠和螺母的制造方面,大家也在不断地寻求成本低、质量相当的材料和加工模式。例如,丝杠用无屑的冷轧技术来代替原有的车削和铣削加工,是一种很好的设计思路。螺母采用工程塑料,代替原有的铸铁和铸铜材料,也是一种很好的选择(有些重载或高精度的丝杠副除外)。在丝杠副的设计中,过去常常采用这种选择 :无论丝杠副的载荷要求多大,都一律采用铸铁或铸铜螺母,如图 1 所示。但是铸铁或铸铜的加工过程,对环境的影响是不可忽视的。铸造过程中的废气、加工中的切屑以及切削液等都会对环境造成影响。因此,从绿色制造的理念来考虑如何选择丝杠副的材料和设计加工模式,就显得十分重要。

图 1 采用铸铜螺母的梯形丝杠副
事实证明,我们完全可以针对功能部件传动精度的高低、丝杠副承受载荷的大小及部件对丝杠副的其他需求,来认真选择丝杠、螺母的材料和设计加工模式。
3、用冷轧技术加工小直径大导程丝杠是一种很好的选择
冷轧丝杠是无屑的丝杠加工模式。目前冷轧技术越来越先进,冷轧丝杠的种类也越来越多、长径比也越来越大,如图 2 所示,完全可以代替原有的车削丝杠(除一些有特殊要求的丝杠外)。多头丝杠、多头大导程丝杠等冷轧丝杠可以节省材料,降低成本,提高效率,而且适用性特别强。

图 2 冷轧大导程丝杠
在加工多头大导程丝杠时,长度越长,加工难度越大。尤其是在加工长径比> 100 的多头大导程丝杠时,冷轧技术的加工特性更为突出。传统大导程丝杠的制造中,如图 3 所示的铣削大导程方牙丝杠,其大导程丝杠为铣削加工,加工过程为有屑加工。这种加工模式不仅浪费材料,而且加工效率还低。
图 3 铣削大导程方牙丝杠
引入绿色制造的理念,采用图 4 所示的冷轧多头大导程丝杠,其有 9 个头,冷轧后的表面组织还优于铣削的大导程丝杠。而且表面粗糙度值也比铣削后的丝杠低,一般表面粗糙度值 Ra 可达到 3.2~1.6μm,而铣削的大导程丝杠表面粗糙度值 Ra 只能达到 6.3~3.2μm。这种多头大导程丝杠螺旋升角很大,丝杠直径较小。但是由于采用冷轧技术,就十分容易达到技术要求。

图 4 冷轧多头大导程丝杠
4 、采用冷轧技术加工微型丝杠更为有利
普通的微型丝杠和单头、多头大导程微型丝杠,其加工方式如果采用车削和磨削,则加工效率很低,制造成本比较高,难度也不小。图 5 所示的微型丝杠副就采用了多头磨削微型丝杠。

图 5 采用多头磨削微型丝杠的微型丝杠副
一般来说,微型丝杠副的载荷都比较小,有一些转速也不高,轴向定位精度也不会太高。在这种情况下如果采用车削和磨削的加工模式,浪费人力物力。冷轧后的微型丝杠,其表面粗糙度值 Ra 一般可达 1.6~0.8μm,该类产品完全可以用工程塑料螺母来代替。
对于公称直径为 20~50mm 的梯形丝杠副,如果载荷不大,运行速度较慢,也完全可以采用此种加工模式。如果加工公称直径较小、要求转速较高且行程较长的丝杆副时,为了提高丝杠的耐磨性,丝杠的表面处理可以采用盐浴硫碳氮共渗技术,其表面硬度≥ 550HV,渗层厚度为0.2~0.3mm。
5、采用工程塑料螺母有利于降低制造成本和提高资源效率
工程塑料 PA66 现已广泛应用于机械、电子、化工及轨道交通等众多领域中,其特点是 : 具有可塑性、耐磨性、强度较高且耐冲击、耐油和耐腐蚀等。在较高的温度下,也能保持较高的强度和刚度,尤其是在自润滑方面,在丝杠传动机构中,更能够显示其独特性。
因工程塑料螺母(见图 6)采用注塑工艺,所以在制造过程中,螺母不仅较为容易满足单头或多头大导程的要求,也能满足微型螺母的需求。注塑成型的螺母,不需要再加工,从而降低了制造成本,提高了资源效率。

图 6 工程塑料螺母
对于载荷较小、精度要求不高且只用于传动的丝杠,甚至定位精度要求不是很高的微型丝杠,螺母都可以采用工程塑料 PA66 等材质。由于螺母采用工程塑料,所以制造成本和难度大大降低,效率实现成倍提高,同时缩短了工期,提高了企业竞争力。而且螺母的互换性较强,也方便整机(设备)的后期维护。
对于载荷不大、精度要求不高、公称直径在50mm 以下的传动类丝杠,甚至重复定位要求不高的丝杠副来说,螺母完全可以采用工程塑料,如 PA66 或尼龙 66 的材质等。这种设计理念的推广应用也是加快推广绿色制造理念的一种措施。
6、试验案例
工程塑料螺母在轨道交通中地铁门系统和交通安全门系统的传动领域应用已经较为普遍,但在其他领域应用还不多,例如 : 木工机械、化工机械、电工设备和仪器仪表等行业。下一步要在这些领域中大力推广这种设计理念。
我公司做过的地铁门系统中传动机构采用的冷轧多头大导程丝杠副,其丝杠为冷轧,螺母采用工程塑料 PA66。对 1 件左右旋 9 个头的冷轧大导程丝杠副进行试验,其每一侧的载荷为60kg,共计 120kg。1min 往复 “跑合” 11.5 次,螺母 “跑合” 长度 750mm。在丝杠牙形表面粗糙度值 Ra = 1.6μm 的情况下,其 PA66 大导程螺母 “跑合” 了 150 万次(见图 7),仍然可以继续正常使用,丝杠两侧磨损也很小。
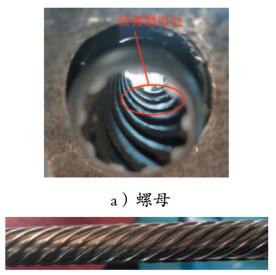
图 7 “跑合”了 150 万次以后的多头冷轧丝杠副
7、结束语
综上所述,绿色制造理念贯穿着整个机械制造行业。只要对功能部件的力学性能和功能需求有充分的了解,就可以大胆选用冷轧丝杠和工程塑料这种组合的丝杠副,来作为传动机构。这样可以大大降低成本,减弱对环境的影响,同时,还能够满足其部件的功能需求,尽量避免大材小用,功能过剩。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

