



变速器一档齿轮加工数控车床主轴故障诊断与优化研究
2026-3-2 来源:江西机电职业技术学院 作者:邱 昕
【摘要】: 在某变速器一档齿轮加工车间,硬车工序中数控车床主轴出现异常振动与温升,影响加工精度和设备寿命。本研究通过振动传感器采集主轴振动信号,经时域与频域分析,确定主要振动源为轴承磨损和动平衡不良。据此提出优化方案 : 调整轴承预紧力、更换磨损轴承并优化主轴动平衡配重。本研究为一档齿轮加工及同类数控机床主轴系统的状态监测、故障诊断与维护优化提供了实用参考。
【关键词】:变速器;一档齿轮;数控车床主轴;振动分析 ; 故障诊断
前言
数控车床是汽车变速器齿轮高效、高精度制造的核心装备。在某量产型变速器一档齿轮加工车间的硬车工序中,多台 CK6150 型数控车床主轴相继出现持续性异常振动(径向振幅 >12μm,轴向振幅 >8 μm)及轴承温升异常(空载30min >65 ℃),直接导致了很多问题。
(1)工件质量不合格 : 一档齿轮表面出现振纹,表面粗糙度 Ra> 3.2μm(目标≤ 1.6μm),圆度误差≥ 0.05mm(目标≤ 0.02mm)。
(2)生产效率下降 : 设备停机率攀升,打乱了生产计划。
(3)维护成本增加 : 频繁更换轴承,增加了备件与人工成本。
(4)设备寿命风险 : 长期振动温升加速了关键部件劣化。
依赖传统经验诊断效率低、准确性差。本研究旨在建立一套面向工程实践、快速精准的主轴故障诊断方法,并提出经济有效的优化措施,彻底解决振动温升问题,保障齿轮加工质量稳定性和生产连续性,其方法论对汽车零部件企业具有普遍参考价值。
1. 故障表现与检测方案设计
1.1 故障特征
该型数控车床在变速器一档齿轮的硬车加工过程中,主要故障表现为轴向振幅> 8μm,径向振幅> 12μm,空载 30min 后轴承座温度>65℃,工件圆度误差≥ 0.05 mm,工件表面出现振纹,Ra > 3.2μm。其中,轴向振幅标准值< 4μm ; 径向振幅标准值< 6μm。
1.2 测试系统搭建
结合上述故障表现、主轴结构特征与振动传递路径,在主轴前轴承座位置分别布置轴向和径向振动测点,重点检测前轴承的振动特征,同时保证测点需要安装在平整表面,注意避开机床应力集中部位。温度测点选取在轴承外圈、电机端盖部位。为排除外部干扰,参考测点应以床身为基础。测试设备参数见表 1。
表 1 测试设备参数

2. 振动信号采集与分析
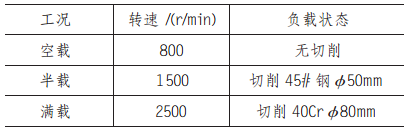
2.1 信号采集工况
数控机床主轴振动信号采集数据为故障分析的重要基础,为了使数据更加全面有效,现对不同转速与负载状态的全覆盖工况进行数据采集,信号采集工况,见表 2。
表 2 信号采集工况
2.2 振动信号分析方法
变工况下的故障诊断是一个难点,通常来说,机床运行过程中的振动信号是最能体现其状态变化的,而数控机床的故障引发的振动是周期性变化的,转速的变化会导致振动指标发生变化,包括幅值分布、能力规律及频率特性等。另外,信号的传输路径也可能会产生时变,因此传统的分析方法不再适用。
目前对于振动信号的分析的方法有时域分析法、频域分析法和时频域分析法。
(1)时域分析法
时域统计分析方法,是运用时间域进行振动故障诊断、统计分析的方法。将采集到的信号数据中的振动幅值、波形、峭度及峰值因子等特征指标进行提取,合理选择计算特征指标来分析动态信号,可初步判断不同的故障。
(2)频域分析法
频域分析法是将复杂的信号转化为简单的信号,以便观察各频率波的相位、振幅及频率等信息,从而识别振源所在。频域分析利用快速傅里叶变换的方法或者希尔伯特变化将信号从时域变为频域信号,通过对频域内的信号进一步分析,可以更明确地发现其特征信息。时域分析法可以初步判断故障,当对时域信号再次进行频谱分析,能够进一步发现信号频率特征的组成与变化,从而判断故障的类型以及具体位置。
(3)时频域分析法
当仅凭时域分析法或频域分析法不能够反映出真振动信号统计特征随时间的变化量时,需要建立时间与频率的函数算式来表示波动信号的强度变化,而这种方法就是信号的时频域分析法。结合本研究目标,本文采用振动时域、频域分析法技术进行故障诊断。首先对采集数据进行时域处理。找到故障特征频率,准确判断故障位置。
3. 故障根源诊断与验证
3.1 诊断故障
首先,对采集到的时域信号进行希尔伯特变换,将获得包络曲线,然后,再对时域信号进行低通滤波,较少外界杂波的影响,如图 1 所示。接着,将时域信号进行傅里叶变换,找到故障频率,最后,通过分析处理,得到包络曲线频谱,如图 2 所示。该数控机床振动特征参数如下。
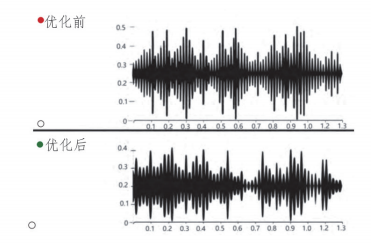
图 1 时域信号优化前后对比
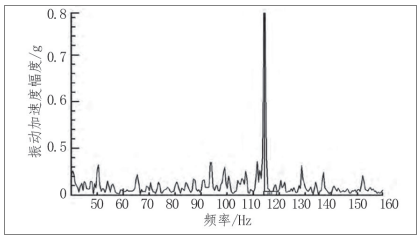
图 2 包络曲线频谱
时域指标 : 峭度值> 4.5(正常< 3),峰值因子> 5.0 ; 频域特征 : 基频 =25Hz,幅值占比< 20% ; 故障特征频率 BPFO=112Hz,出现边带 1/2 倍频、2 倍频谐波能量显著。
机床主轴一般采用滚动轴承,为需要了解具体故障位置,就需要了解轴承的各部分组件的故障特征频率。
滚动轴承外圈的故障特征频率 fo 为 :
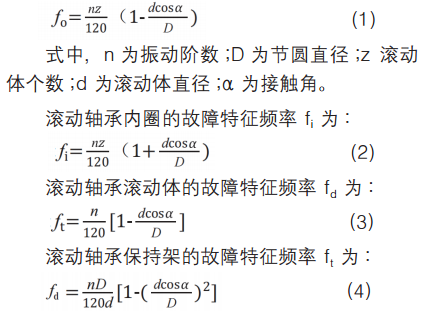
该机床采用 7230B 轴承,根据故障特性频率计算公式,可得轴承各个组件的故障频率,结果如表 3 所示。
表 3 轴承 7230B 各组成部件的故障特征频率
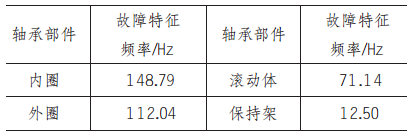
根据以上特征表现进行振动源诊断定位,112 Hz 处幅值 0.8g,正好符合轴承外圈故障频率。112Hz 调制边带间隔 12.5Hz,对应保持架故障频率。
综合分析上述时域、频域特征诊断出主轴的主要振动源为 :1) 轴承外圈磨损 ;2) 轴承保持架异常(可能与磨损或润滑不良有关);3) 主轴存在显著的动平衡不良问题。
3.2 验证分析
根据上述振动分析诊断结果,对主轴系统进行拆解验证,拆解结果完全验证了振动分析的诊断 : 前轴承外圈滚道磨损是核心故障源,同时主轴动平衡超标进一步加剧了振动。如图 3 所示,点蚀区域面积> 15%,轴向游隙 0.15mm,远远大于标准的 0.05mm,除此之外,主轴动平衡超标,残余不平衡量 8.2g·mm,大于要求的 2.5g · mm。

图 3 主轴前轴承外圈滚道磨损
经分析,该主轴振动的故障机理为 : 主轴前轴承严重磨损导致径向刚度显著下降,叠加主轴动平衡超标引起的偏心质量,共同加剧了主轴振动 ; 剧烈振动进而导致了摩擦加剧、温升加速,最终引起润滑失效形成恶性循环。
4.优化方案设计与实施
4.1 优化方案设计
基于对故障根源的诊断,提出以下针对性优化方案 :
(1)修复轴承磨损并提升性能为了减少轴承游隙对轴承疲劳的影响,首先对轴承预紧力进行调整,采用定压预紧的方式,使预紧力从 180N 增至 250N,将游隙控制到(0.03±0.01) mm。为提升轴承耐磨性及极限转速,更换磨损轴承,采用陶瓷混合轴承,即采用氮化硅滚珠,可使极限转速提升 40%。
(2)对主轴进行精准动平衡优化采用钨合金材料,在主轴法兰盘 120°位置增重 6g。在数控铣床的主轴法兰盘钻深 6mm 的 M4 螺纹孔用于固定,位置精度要求为 : 角度误差≤ 1°,半径误差≤ 0.2mm,可严格控制残余不平衡量≤ 2.5g · mm,达到 G0.4 级。
(3)辅助措施对数控机床的冷却系统进行升级,使油雾润滑流量从 15 mL/min 增至 25 mL/min ; 对轴承采用规范的安装流程,采用热装法装配轴承,提前将轴承加热到温度 80℃,可以减小安装过程
的受力集中和不平衡。
4.2 故障检测优化方法验证与应用
为了验证本机床主轴故障预测方法的有效性。现对某型号数控机床进行测试,数据包含优化前后的振动变化、轴承温度变化、以及零件的表面质量,具体对比结果见表 4。
表 4 优化前后关键性能指标对比
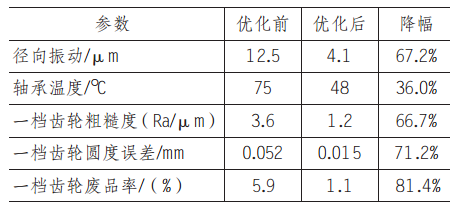
由表 4 可知,通过实施 “轴承预紧调整 + 混合轴承升级 + 精准动平衡优化 + 润滑强化” 的综合方案,高效、经济地解决了主轴振动温升顽疾,显著提升了变速器一档齿轮的加工质量和生产效率,投资回报率高。方案具有普适性。

5. 结语
本研究针对变速器一档齿轮硬车工序中数控车床主轴异常振动与温升问题,通过多工况振动信号采集与包络谱分析技术,精准诊断出核心故障源为轴承外圈磨损(特征频率 112Hz)及动平衡不良(残余不平衡量 8.2g · mm)。基于此提出的复合优化方案——预紧力强化(250N)、陶瓷混合轴承替代、高精度动平衡校正(≤ 2.5g · mm, G0.4 级)及润滑升级,经实证表明 :工件表面粗糙度 Ra 由 3.6μm 降至 1.2μm,圆度误差减少71.2% ;废品率从5.9% 降至 1.1%,年度维护成本节约近万元,故障停机减少 300 h。本研究进一步构建了预防性诊断体系框架,包括 : 建立振动包络谱特征频率(如 BPFO)与温度梯度的双阈值在线预警机制 ; 基于轴承寿命模型与包络谱能量熵退化规律,制定标准化规程(预紧力定期检测、陶瓷轴承周期性更换、动平衡季度校验),形成 “监测—预测—干预” 闭环。未来工作将聚焦于故障模型的深度优化,以及预防性诊断系统在柔性产线中的规模化集成应用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

