



摘要: 以日产BNN-002 加工中心机床主轴部件的常发性故障维修为例,介绍了其结构、功能,以提高对此类机床的认识并为维修、保养提供必要的参考。
BNN-002 加工中心机床是以镗、铣为主的自动换刀机床,主轴部件具有刚度高、精度高、热变形小、转速范围大( 0 ~ 10 000 r /min) 等特点,带自动锁紧装置、切屑自动清除装置、内冷却装置等。
1 、主轴部件结构、功能及故障排除
1. 1 主轴内刀具的自动锁紧及松开
加工中心主轴的自动夹紧机构采用并列2 个、共32 组碟形弹簧,在碟形弹簧的作用下,拉杆锁紧拉力通过拉杆左端夹头中的钢球将刀杆尾部轴颈拉紧。刀具自动锁紧装置容易出现的故障是刀具有时不松开、不能自动卸刀。这是因为通入松刀油缸右腔的压力油油压过低造成的,达不到要求的松刀力11 466N。这时应调整油压。由油缸内径d = 100 mm、油缸外径D = 140 mm 可知,活塞有效面积S = πD2 /4 -πd2 /4 = 7 536 × 10 - 6 m2 ; 因为F = p·S,所以p =F/S = 11 466 / ( 7 536 × 10 - 6 ) = 1. 52 MPa。至少应把油缸右腔压强调到1. 52 MPa,一般调到1. 6 MPa,低于这个压强刀具就不松开。
1. 2 主轴轴承的选择、配置及拆装
BNN-002 加工中心机床主轴部件的前轴承采用成对的2MM9113WI DUL ( FAFNIR) 向心推力球轴承;后轴承采用N1011CCG5 P4 级( NSK) 径向推力滚子轴承。向心推力球轴承能承受径向轴间双向负荷,具有良好的变速性能,可达10 000 r /min,但它的承载能力有限,这就决定了这种机床不适于重切削。
另外,前轴承采用如图1 的方式安装,负荷作用在轴承中心线之外,轴的悬臂较小、刚度好且轴受热伸长时,轴承游隙增大,不会发生卡死现象。
主轴部件最易发生的故障是主轴内部异响,从而影响加工质量。这一般是由轴承的磨损或锈蚀造成的,需要重新更换、调配轴承。重新装配时要把两轴承之间的内、外隔垫进行修配、采用预紧安装,以减少工作负荷下轴承的实际变形量,从而改变轴承刚度、提高旋转精度。
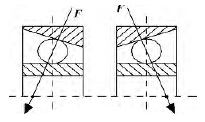
图1 前轴承背对背安装
预紧力的大小对轴承的寿命有直接的影响。太小达不到预紧的目的,太大会使轴承中接触应力和摩擦阻力增大,从而导致轴承寿命的降低。此轴承适于高速、轻载条件,预紧主要是为了提高旋转精度和减轻振动,最小预紧力一般取所受最大载荷的0. 35 倍。
1. 3 主轴油雾润滑装置
机床内部发热是机床部件产生热形变的主要热源,而主轴轴承是一个最大的内部热源。一般的加工中心采用油雾润滑,有的还对主轴部件进行强制冷却( 即加制冷泵) ,以消除热变形对加工精度的影响。此主轴部件轴承的油雾润滑方式是在压缩空气内定时、定量打入润滑稀油,油液雾化后通过管路通到主轴箱体上部,通过油道孔进入到主轴前后轴承进行油雾润滑,然后通过主轴箱体下部的油道孔排出主轴箱体外,既带走了轴承所产生的热量,又使轴承得到润滑,延长轴承使用寿命。
油雾润滑装置易产生的故障是打油泵有时调的打油量过小,造成不打油,压缩空气直接进入主轴轴承,引起含水锈蚀。应在维修巡检时,适当调节油量。
1. 4 切屑的自动清除装置
如果在主轴锥孔中掉进了切屑或其他污物,在拉紧刀杆时,主轴锥孔表面的锥柄就会被划伤,甚至使刀杆产生偏斜,破坏刀具的正确定位,影响加工零件的精度,甚至使零件报废。为了保证主轴锥孔的清洁,用压缩空气进行吹屑。当刀具松开时,松刀油缸的活塞左移,活塞后档块紧贴在销轴的小平面上,同时接通油缸后端盖上的压缩空气孔道,使压缩空气通过活塞进入销轴,再通过支承轴及锁紧螺母的通道进入主轴内孔,再经碟形弹簧的间隙进入拉杆前端,由于拉杆前端有多个小孔道,因而压缩空气由喷气小孔吹出,将锥孔清理干净。而当刀具夹紧时,活塞右移自动切断气道。
1. 5 主轴内冷却装置
在加工长孔时,为降低刀具温升及排除孔内切屑,刀具本身开有冷却液通孔。为了提供刀具内冷却,高压冷却水泵打出的高压冷却水,经软管通过接头进入中空的伺服电机轴的内套中,再进入拉杆轴心中的通道到达拉杆的前端,通过主轴上的两个斜孔到达刀具内孔,起到了在加工时的内部冷却作用。为了使冷却液不泄漏到主轴拉杆的外部,造成主轴其他零件的锈蚀,在冷却水道的各个接头处都加了“O”型密封圈。
1. 6 主轴前端面的气压密封
为防止主轴前端进入切屑或冷却液等,主轴前端采用气压密封装置。压缩空气通过软管进入开了一道环行槽的主轴前端盖,且主轴上开了带斜面的环行槽,起到气压前顶的作用,达到密封效果,压缩空气中的水气通过端盖下的排屑孔排掉。
1. 7 主轴的准停装置
加工中心机床的切削扭矩是通过刀杆轴的端面键来传递的,每一次自动装卸刀具都必须使刀柄上的键槽对准主轴的端面键,这就要求主轴具有准确定位功能。主轴采用伺服电机中位置编码器定位,如不能准确定位,可通过位置参数进行调整。
2、 结论
加工中心能提高生产效率、降低加工综合费用、提高加工质量,有取代通用机床和专用组合机床的趋势。美、日等国的加工中心机床产值已占其机床总产值的50% 左右。通过对BNN-002 主轴部件的分析,可及时排除故障、提高维修质量; 还可借鉴主轴部件的设计,提高国产加工中心的质量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

