



FANUC三点定孔心宏程序
2017-12-1 来源:大连冷冻机股份有限公司 作者:何涛
摘 要:某零件上两孔相交导致内孔缺圆,采用通常的四点定心方法无法测量该种零件的孔心,文中通过重新建立数学模型,编写了利用三点自动定心的找正宏程序,解决了这一测量问题。
关键词:箱体类零件;加工中心;孔心;四点定心;宏程序
0 引 言
加工中心加工箱体类零件时,都会以设计或者工艺基准孔的孔心来作为零件加工的坐标系零点 。
然后把该孔心在机床坐标系的坐标值赋到 G54~G59 工件偏置中,以此为程序零点再进行数控加工。
1 、定心找正的方法
目前检测孔心位置坐标最常用的方法就是利用红宝石探头将与被测孔的接触点的位置信息反馈到事先编辑好的定心宏程序中,然后通过相应的数学公式自动计算出待测孔心的位置坐标。
探针探测 4 个点的位置坐标(如图 1 所示),是目前最简单最普及的方法,它是根据算式:
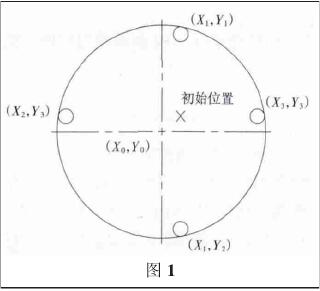
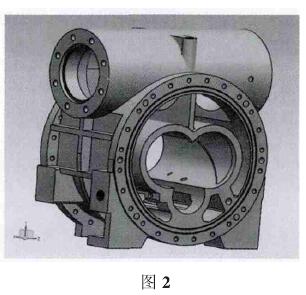
但是我公司有一类零件,由于两孔相交导致内孔缺圆(如图 2 所示),上述的四点定心方法无法测量该种零件的孔心。
笔者通过重新建立数学模型,编写了利用三点自动定心的找正宏程序。
下面进行简单介绍。
2 、三点定心的程序说明
1)程序原理。
将探针粗定位的机械坐标赋到工件偏置中,设定临时 坐 标 中 心 。
设所测三点的坐 标 为(x1,0),(0,y1),(0,y2),实际孔心为(x0,y0),如图 3 所示。
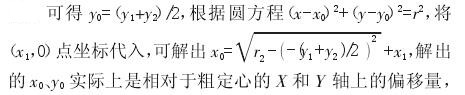
再用粗定心的坐标值与相应的偏移量求和,这样就实现了测量三点坐标表达实际孔心坐标的想法。
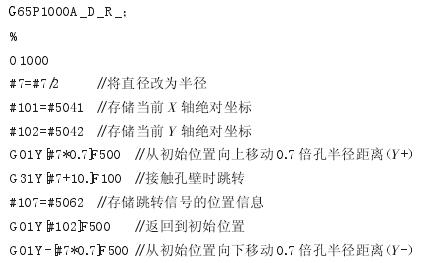
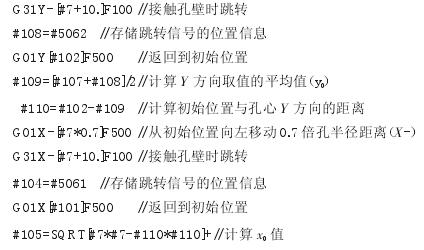
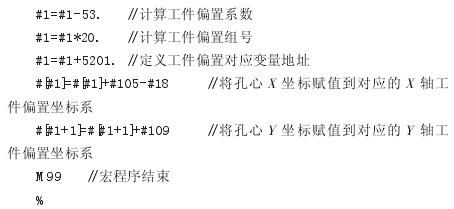
2)三点定孔心宏程序。
自变量定义:#1=(A)工件 坐 标 系 偏 置值;#7=(D)内孔直径 ;#18= (R) 探 针半径。

宏程序调用:
3 、 注意事项:
1)本文运用了跳转命令 G31,该命令在一定程度上与直线命令 G01 相同,不同之处是 G31 定义的坐标终点需要探针进入被测物体的内部,以确保能够测量到被测工件。
进入的运动量可根据实际情况调整,但不宜过大,当接触到被测物体时会自动跳出并存储位置信息。
2)由于计算孔心
X 向坐标时用到了孔径参数,所以被测孔的孔径必须是已知并且准确的。
3)探针
Y 向运动测量两点中心,探头半径会在计算时抵消掉,不需要再对探头做半径补偿;而 X 向运动只测量一个点,在进行中心计算时则必须对探头半径做补偿。
4)#1 的赋值范围是 54~59,分别对应的是 G54~G59工件偏置。
可根据自身情况增加赋值范围的报警语句。
4 、结 语
三点定心宏程序已在 FANUC16i MA 系统调试成功,它会给此类零件的定心找正提供一种新的思路,操作更加便捷,不再需要人工用百分表找正、读取和抄写坐标值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

