



数控机加技术在 REIKA 卡盘定位中的应用
2018-8-29 来源:内蒙古包钢钢联股份有限公司无缝钢管厂 作者:赵海燕,郭利中,郭勇志
摘 要: REIKA 卡盘的控制与精确定位是一项综合性技术,需要数控机加、测量、计算机、自动控制等多学科领域的参与。在 SINUMERIK 840D 数控系统中,通过 PLC 逻辑控制与 NC 数控机加编程的有力结合,既实现了 REIKA卡盘的动作控制,保证加工节奏的快速性; 又兼顾了其卡盘的精确定位,提高了设备安全性。
关键词: SINUMERIK 840D; 多通道配置; NC 通道; 数据交换
REIKA 的作用是将成品钢管切成指定规格长度的管箍,为下一道管箍内螺纹车丝的工序做准备。本文主要分析利用 SINUMERIK 840D 的 CNC 的多通道快速处理能力,通过 NC 及 PLC 的程序编程与数据采集交换,实现 REIKA 切管机卡盘的控制与精确定位。1 REIKA 的数控系统构架REIKA 是一台高精密数控切管机,它的数控系统源自西门子的 SINUMERIK 840D。
1. 1 NCU 数控单元( Numerical control unit)
NCU 数控单元是 SINUMERIK 840D 的中央处理器。内部通信及驱动接口软件负责协调 PLC -CPU、NC - CPU 和 MMC - CPU 三者之间的步调,处理所有 CNC、PLC、MMC 的通讯任务。NCU 数控单元通过直流母线、控制总线、数据总线与各驱动模块相互连接,组成数控的伺服驱动系统。SINUMERIK840D 系统的 NCU 数据在表 1 参数与功能描述中给予了说明。
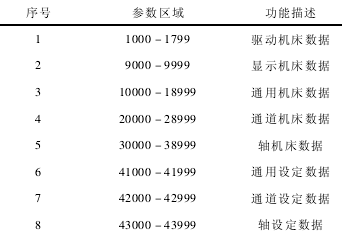
表 1 参数与功能描述
1. 2 人机界面
人机交互装置建立起 REIKA 切管机的数控机加系统与操作员之间的交互界面,它由 MMC 和 OP组成。MMC( Man Machine Communication) 有自己独立的 CPU,OP 单元是显示器。PCU( PC UNIT) 是专门为配合西门子 SINUMERIK 840D 的操作面板而开发的 MMC 模块,PCU50 对应于带有硬盘的 MMC103,软件是基于 WINDOWS NT 的 HMI。
1. 3 可编程序控制器 - PLC
SINUMERIK 840D 系统的 PLC 集成在 NCU 模块中。其通过 NCU 模板的 X111 端口与外围 I/O 模块、功能板卡进行数据交换。直线型封闭式微脉冲磁栅位置传感器作为它的一个从站连接在网络中,将当前 REIKA 前卡的位置实时传输给 PLC,PLC 与NC 通讯并交换变量,运算结果应用到 PLC 的逻辑程序与 NC 的数控机加程序中,实现 REIKA 前卡的控制与精确定位。
1. 4 驱动装置
REIKA 切管机的 SINUMERIK 840D 系统采用全数字伺服驱动 SIMODRIVE 611D,配以 1FT 进给电机( 编码器 ERN1387) 和 1PH1 主轴电机( 编码器ERN1381) 。611D 单轴模块具有两个反馈测量系统,能够实现卡盘位置全闭环控制。其中 X411 端口是电机编码器接口,输入电机的编码器信号;X421 端口是直接测量系统输入口,输入直接位置测量信号,一般为正余弦电压信号。
2 、数控机加技术在 REIKA 的应用
REIKA 切管机卡盘的控制与精确定位包含了两方面的内容: 一个是 REIKA 卡盘的控制从工艺上考虑要保证加工节奏的快速性; 另一个是 REIKA 卡盘的精确定位,提高设备安全性。
2. 1 数控系统对 REIKA 卡盘的控制实现
REIKA 卡盘的控制,必须把 NC 及 PLC 的编程有机地结合起来。因为由 NC 控制器计算的“X”轴/“U”轴位置,分别来自通道 1 和通道 2,所以必须在 NC、PLC 之间进行数据交换,以便使整个系统都在程序控制之中。
2. 1. 1 REIKA 的通道与关键轴
通道是 SINUMERIK 840D 系统的一个基本功能,每一个通道都可以作为一个独立的 NC。双通道意味着系统可以同时执行两个程序,它们互不影响、被协调同步运行。作为数控切管机的 REIKA 共有 4 个机床轴,它们是“C”轴、“U”轴、“V”轴和“X”轴。其中“X”轴控制卡盘刀具的进/退刀; “U”轴控制 REIKA 前卡小车的左右行走。由于这 2 个轴涉及到 REIKA 卡盘的控制与精确定位,所以是关键轴。
2. 1. 2 数控机床轴配置
SINUMERIK 840D 缺省为一个通道,需要参数设置成两个有效通道:MD10010 $ MN - ASSIGN - CHAN - TO -MODE - GROUP[0]= 1 ∥通道 1 分配给方式组 1
MD10010 $ MN - ASSIGN - CHAN - TO -MODE - GROUP[1]= 1 ∥通道 2 分配给方式组 1
设置机床轴名:N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[0]= C ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[1]= U ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[2]= V ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[3]= X ;
通道 1 参数设置:N20070 $ MC _ AXCONF _ MACHAX _ USED[1]= 3 ∥第 3 个轴分配给通道 1
N20070 $ MC _ AXCONF _ MACHAX _ USED[2]= 4 ∥第 4 个轴分配给通道 1
N20070 $ MC _ AXCONF _ MACHAX _ USED[3]= 0 ∥第 1 个轴分配给通道 1N20080 $ MC_AXCONF_CHANAX_NAME_TAB
[0]= C ∥通道 1 第 1 个轴叫“C”轴
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[1]= V ∥通道 1 第 2 个轴叫“V”轴
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[2]= X ∥通道 1 第 3 个轴叫“X”轴
通道 2 参数设置:
N20070 $ MC _ AXCONF _ MACHAX _ USED[0]= 2 ∥第 2 个轴分配给通道 2
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[0]= U ∥通道 2
第 1 个轴叫“U”轴
2. 1. 3 REIKA 卡盘定位的逻辑控制
REIKA 卡盘定位的逻辑控制者是 PLC、动作执行者是比例阀、位置回馈靠直线型封闭式微脉冲磁栅位置传感器。
图 1 为定位架构及数据流。
按照接箍料的不同规格、结合 NC 传送过来的“X”轴/“U”轴的实际位置,REIKA 卡盘得到了相应的位置给定值。这个给定位置值和实际位置之间的差产生了修正量 xd。修正量 xd 经过规格化后由模拟量输出通道送给比例阀作为给定,控制 REIKA 前卡机构的动作。随着预定位置的逼近,xd 逐渐减少,直至位置到达后 REIKA 前卡停止动作。
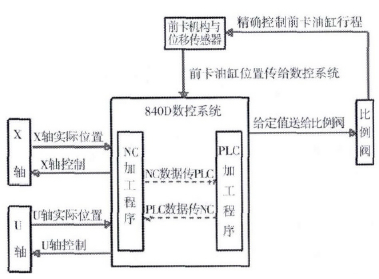
图 1 定位架构及数据流
2. 2 REIKA 卡盘的精确定位
PEIKA 卡盘定位采取全闭环控制,直线型封闭式微脉冲磁棚位置传感器安装于动作机构的末端。由于这种方式消除了丝杠的螺距误差和反向间隙误差,使 得 REIKA 卡 盘 重 复 定 位 精 度 高 于± 0. 01 mm。REIKA 前卡爪的动作机构在“U”轴上,为了防止刀具、卡具损坏,它的动作控制与精确定位要结合“X”轴与“U”轴的条件: REIKA 前卡的实际位置值等于设定位置值时,“U”轴可以动作。在“U”轴动作过程中,REIKA 前卡的实际位置被连续测量并反馈,如果动态误差在允许范围内,处于不会造成对刀具/卡具损伤的安全位置时,利用双通道功能,一个通道控制“U”轴按照 NC 的加工程序正常运行; 另一个通道控制“X”轴按照 NC 加工程序进刀动作。REIKA 卡盘的精确定位依赖于 NC 通道之间、NC 和 PLC 之间的的数据交换。
2. 2. 1 PCL 读取 NC 的数据
PLC 获取 REIKA“X”轴和“U”轴的位置数据:利用 NC_var Selector 选择 REIKA 切管机床通道 1 和通道 2 所编程的位置变量,将 NC 传来的“X”轴位置变量放入 DB207. DBD8 中; 将 NC 传来的“U”轴位置变量放入 DB207. DBD16 中。在编程REIKA 切管机前卡的动作时充分利用 “X”轴位置DB207. DBD8 的数据和“U”轴位置 DB207. DBD16的数据,就可保证 REIKA 前卡的每一次定位都在允许的安全范围内。
2. 2. 2 NC 读取 PLC 的命令
NC 数控程序判断 REIKA 卡盘的位置数据:为了加强逻辑保护嵌套的合理性,在 REIKA 机床数控机加程序中加入主要保护语句,这些语句的条件源自于 PLC。
CALL FC21
Enable : = M0. 1 ∥1 = FC21? active
Funct : = B #16 #4 ∥ B #16 #4 = write ( PLC 写NC)S7Var :
= P#DB198. DBX 0. 0 BYTE 2 ∥PLC 中REIKA 前卡的位置判断的地址
IVAR1 : = 0 ∥NC 中的数据地址
IVAR2 : = - 1
Error : = M240. 0
将 PLC 地址 P#DB198. DBX 0. 0 BYTE 2 中的数据写到 $ A_DBW[0]里,NC 程序就可以利用 $ A_DBW[0]读取和编程 REIKA 机床数控加工程序通道 1 中的“X”轴程序。
同理,将 PLC 地址 P#DB199.DBX 60. 0 DWORD 1 中的数据写到 $ A_DBW[104]里,NC 程序就可以利用 $ A_DBW[104]读取和编程REIKA 机床数控加工程序通道 2 中的“U”轴程序。
当 N90 IF $ A_DBW[0]= = 1 gotof XSpindel-stop ∥如果通道 1 中获取 REIKA 前卡的位置偏差大于 1 mm,则变量 $ A_DBW= = 1 加工程序将跳转到停止“X”轴运动轨迹并迅速从工作区域的机加程序“XSpindelstop”中退出。
当 N90 IF $ A_DBW[104]= = 1 gotof USpin-delstop ∥如果通道 2 中获取 REIKA 前卡的位置偏差大于 1 mm,则变量 $ A_DBW= = 1 加工程序将跳转到停止“U”轴运动轨迹并迅速从工作区域的机加程序“USpindelstop”中退出。
3、 结束语
在 SINUMERIK 840D 数控系统架构下,自动化的 PLC 逻辑控制和数控加工的 NC 编程相互配合,实现了 REIKA 切管机卡盘的控制与精确定位,达到了保护措施的嵌套合理性与严密性.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

