



数控加工中心一次多件液压自动夹具设计
2018-10-19 来源:长安大学工程机械学院 作者:陈忠伟,杨宇强,岳伟平
摘要: 介绍一种用于汽车油管孔加工的多工件同时装夹的数控加工中心液压夹具。采用过定位解决了细长油管刚性差不便于装夹的问题,设计了夹具的机械结构和液压回路。一次多件同时装夹,高度自动的液压驱动,使得它是一种高效率自动夹具。
关键词: 加工中心夹具; 一次装夹多件; 液压回路
数控加工中心机床是集铣、钻、铰、攻丝、镗等于一体的柔性化机床,是组成现代柔性制造系统的基本单元; 大批量零件采用数控加工已成为现代制造业的主要模式,设计制造一体多件和多工位夹具,则是发挥其柔性的重要研究方向。
如图 1 所示,某汽车上的分配油管是一种大批量生产的零件,其中油管上的多个不同尺寸的径向孔加工通常在一台带有 B轴的数控加工中心上一次性完成。为充分利用加工中心的柔性性能、提高生产效率,需设计制造一体多件的液压自动夹具。
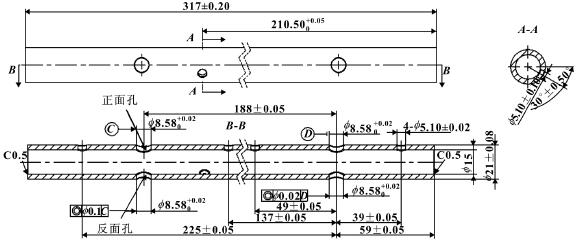
图 1 油管零件图
1 、机床和工件加工方式
该零件采用一种具有卧式第四轴及对应尾座的立式数控加工中心加工。为便于叙述按图 1 定义正面孔和反面孔。第一步,钻、铰正面 8. 58 mm 孔,然后加工其内外倒角; 第二步,第四轴旋转 30°,同第一步加工 5. 1 mm 孔; 第 三步,工件随第四轴转动180°,同第一步加工反面孔。
2 、定位夹紧方案
基于上述加工方式以及零件尺寸基准,该零件应采用 V 形块支撑外圆并配合 V 形块压紧,再加上油管一端面靠在夹具轴向定位基准面上另一端被夹紧装置夹紧的方式装夹。油管两端面上的 C0. 5 内倒角是精车得到的,可作为两个顶尖孔使用。
由于倒角尺寸很小,若使用顶尖定在其上,两者可视为是线接触的,所以又可称此倒角为线接触中心孔。有研究表明: 线接触中心孔使刚性轴的定位及加工精度较用标准中心孔提高两个数量级。
因此可采用两顶尖顶在管子两端内倒角上进行轴向定位。上述方案中,V 形块和两顶尖重复限制了管子的自由度,即形成了过定位。通常这是不允许的,但由于这种油管长径比达 15,属于细长零件,刚性较差,加工过程中易变形,因此考虑增加支承,在使用两顶尖的基础上增加 V 形块支撑,形成过定位。合理地利用过定位可改善工件受力状况、增加系统刚度、改善定位精度、提高加工质量。
3 、夹具总体设计与动作实施
设计专用夹具首先应保证工件的加工精度,其次在可能的情况下应尽量提高生产率。为此将这种夹具设计为一次装夹 8 根油管的一体多件夹具。该夹具主要由夹具基座、8 缸并联的液压顶尖、固定顶尖、V 形支撑块、8 头分别压紧 V 形槽旋转压块、旋转油缸以及液压控制回路组成,结构如图 2 所示。为提高自动化程度,配合机床自动上下料系统,设计夹具的结构时为上下料机械手留出了足够的完成抓取动作的空间。
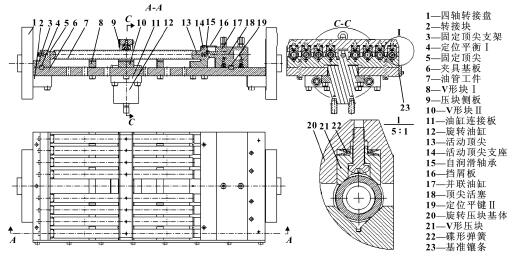
图 2 夹具总装示意图
夹具定位与夹紧动作实施如下: 初始时,液压顶尖处在最左边,旋转压块处在长边与 B 轴轴线平行的最高位置,此时上料装置可方便地将 8 根管子放到夹具上; 上料后,液压顶尖头在活塞推动下推动管子右移并最终顶紧在右端固定顶尖上; 随后,旋转油缸活塞带动旋转压块先旋转再夹紧将管子夹紧在 V 形槽上; 右侧使用如图 3 所示 8 个两腔分别并联的油缸主要是考虑到管子长度公差带宽达 0. 4 mm,若采用8 个顶尖刚性连接在一个零件上,可能出现较短的管子不能被准确定位的情况。
考虑到管子外径公差及直线度公差较大,本应在一个零件上加工出 8 条 V 形槽的旋转压块做成了如图 2 中局部视图 I 所示的 20、21、22 三种零件构成的 8 头分别压紧 V 形旋转压块。
该旋转压块下压时外径为正公差的管子或者向上凸起的先被压紧,随后较细或者向下弯曲的管子也被压紧,当然碟形弹簧的压缩行程满足夹紧最细管子的要求。集成液压顶尖采用如图 3 中局部视图 I 所示的结构使得顶尖活塞不受弯矩载荷。
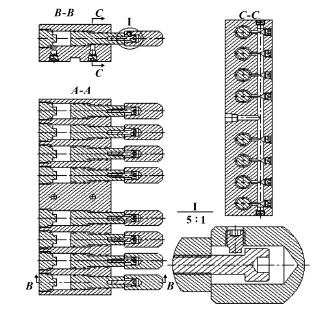
图 3 集成液压顶尖
4 、液压控制回路
要求左端顶紧油缸和中间旋转油缸完成夹紧动作后,都能够使活塞保持在夹紧位置一段时间。液压锁紧回路可使执行元件停留在行程范围内的任意位置并能防止在外力作用下的漂移或蹿动,因此采用一种锁紧回路。采用锥阀的液控单向阀可保证闭锁时不会渗漏,这正好可以作为此设计中的锁紧元件。图 4 即是液压原理图。为便于描述,这里将 8 个并联顶紧油缸在图上表达为 1 个。
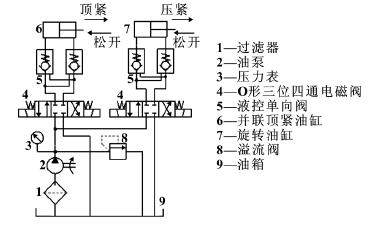
图 4 液压原理图
5 、结束语
通过使用并联液压缸以及分别压紧的柔性旋转压紧装置,合理地解决了公差带宽较大的多个零件同时准确定位与夹紧的问题,设计出了一种高效率的自动夹具。此夹具在工厂实际使用中已经取得良好效果。经过简单改造,该夹具也可以发展成适用于其他较小尺寸的轴类零件的铣削夹具。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

