



基于VMCH850数控加工中心斗笠式刀库电气控制优化设计
2018-12-24 来源:湖北工业大学 作者:秦晓阳
摘要:针对当前数控加工中心斗笠式刀库换刀过程中存在的问题进行改进及电气控制优化设计,详细介绍换刀的动作过程、改进的方法、刀库的I/O接线图、PMC程序。该电气控制设计合理,方便可靠,对其他数控加工中心设计具有借鉴作用。
关键词:FANUC数控系统;斗笠式刀库;PMC
0、引言
数控加工中心配备刀库是其与普通数控机床的最大区别,它能实现快速自动换刀,省去数控机床传统换动刀时每次都需要手动换刀及再次对刀过程,从而大大提高了零件加工的效率及质量。数控加工中心刀库一般分为斗笠式刀库和凸轮式刀库,换刀方式相对应为固定换刀和随机换刀。
当前数控加工中心斗笠式换刀过程还存在一些问题待改进,本文重点介绍电气控制优化设计思路和方法。1固定换刀动作过程根据主轴有无刀、换刀和取刀功能状态,固定换刀动作过程可分为四种情况。
第一种为指令取刀号为主轴上刀号,换刀动作不执行,换刀结束。
第二种为主轴无刀,指令直接取刀。执行换刀指令后,Z 轴执行机械回零,主轴定向,刀库前进右位,主轴松刀,刀库旋转到指令取刀号位,Z 轴下降到第二参考点,夹紧刀具,刀库回退左位,换刀结束。
第三种为主轴有刀,指令直接还刀。执行还刀指令后,Z 轴直接回到第二参考点,主轴定向,刀库前进右位,主轴松刀,Z 轴回第一参考点,主轴紧刀,刀库回退左位,换刀结束。
第四种为主轴有刀,指令要取刀库上的刀。执行换刀指令后,Z 轴直接回到第二参考点,主轴定向,刀库旋转到主轴上刀号位,刀库前进右位,主轴松刀,Z 轴回第一参考点,刀库旋转到指令取刀号位,Z 轴回到第二参考点,主轴紧刀,刀库回退左位,换刀结束。
2、换刀过程存在的问题
换刀过程由PMC控制及刀库表记录数据,规范操作及运行情况下,整个斗笠式刀库换刀过程都能正常运行,但如果有人为操作失误或外界电源因素干扰,就可能出现换刀混乱故障例如缺乏主轴上有无刀的判别。如果不对主轴上是否有刀进行判别,此时主轴上已有刀,这时PMC刀库表是记录了该刀号数据的,但如果人为取下该刀,会导致 PMC 刀库表数据跟实际的对应不上,PMC 还是会认为刀具在主轴上,这就会让整个换刀过程出现混乱;
但如果是取下主轴上刀后又手动换上其他刀具,会导致现在的刀具跟原来 PMC刀库表记录的数据对应不上,严重时可能出现主轴上刀柄跟刀库上刀柄相碰撞的严重事故,造成
主轴、刀具、刀库和机械卡手损坏。
3、电气控制优化设计
数控加工中心主轴箱如图 1 所示,主要由主轴电机、打刀缸、主轴轴体和传动机构构成[。打刀 缸 通 气 下 压时,主轴拉爪松开,实现主轴松刀功能;打刀缸断气回位时,主轴拉爪收紧,实现 主 轴 紧 刀 功能。

为了实现主轴有无刀判别,在电路设计中加入红外线发射器和接收器,如图2 所示。
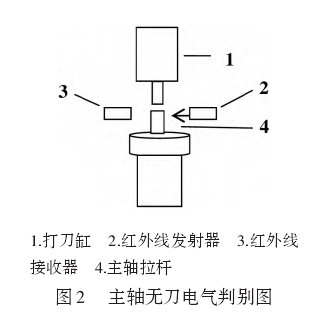
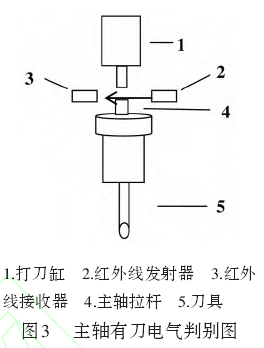
当主轴上无装刀具时,主轴拉杆伸出长度会比较长,这时红外线发射器发射的信号会被主轴拉杆挡回,接收器收不到信号,输出低电平到 PMC 端 , 经过 PMC 编 程 ,判断主轴上无刀状态。当主轴上装有刀具时,如图3 所示。此时主轴 拉 爪 抓 住 刀具,主轴拉杆会比原先下降一小段距离,这时红外线发射器发射的红外线刚好穿过主轴拉杆上方,接收器收到信号,输出高电平到 PMC 端,经过PMC 编程,判断主轴上有刀状态。
4、 PMC编程设计
把红外线接收器信号输出端连接PMC的X10.0输入端,当主轴有刀时,红外线接收器输出高电平,X10.0为高电开关闭合,从而输出中间继电器 R510.0,告诉数控系统主轴装上刀了,同时 R510.0 触动闭合,输出 Y10.0,在控制面板上显示主轴有刀灯亮。如果主轴无刀,红外线接收器发送低电平到达 X10.0,R510.0 为低电平,系统得到主轴无刀信号,同时 Y10.0 无输出,控制面板上主轴有刀灯灭。(PMC程序如图4所示)

5、结语
刀库电路经过优化设计后,在实际应用中效果良好,换刀过程更加稳定可靠,避免了换刀过程中PMC刀库数据与实际数据不相符的情况,从而避免了刀撞刀等严重事故的发生,为高效率高质量的零件加工生产提供了有力的保障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

