



MJ760 车削中心手持单元改造
2020-12-24 来源: 山西航天清华装备有限公司 作者:杨苗洲
摘要:西门子 840D 数控系统已经停产,相关备件难以购买,为了保证设备继续正常使用,必然面临机床的整体或局部修理改造,以 MJ760 车削中心手持单元改造为例,介绍手持单元电气线路改造、PLC 程序编制、功能测试等,改造功能上完全满足使用,替换备件较原装备件费用低,采购周期短,降低设备停机时间。
关键词:840D 数控系统;手持单元;机床改造
0 引言
MJ760 车削中心,于 2003 年从济南第一机床厂购置,已使用将近 17 年,机床配置西门子 840D 数控系统,手持单元为西门子 MINI 型手持单元(6FX2007-1AD0),由于长期使用老化,该手持单元故障频繁,严重影响使用,因而决定采用第三方手持单元(安士能 HBA11206)来替换改造。
1 、改造准备
1.1 新旧手持单元对比及可行性分析
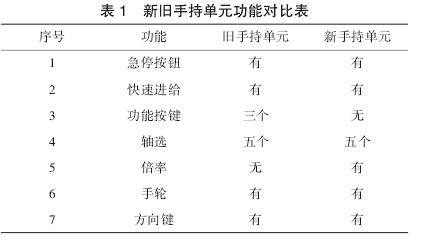
图 1a 是 旧 手 持 单元,图 1b 是新手持单元。从表 1 中可以看到旧手持单元比新的多了三个功能按键(序号 3),通过分析机床 PLC 程序,实际机床只用了一个功能按键,用于“超程解除”,而“超程解除”功能可以利用 MCP (机床控制面板)上空余按键来设计替代,因而新的手持单元替代旧的功能上可以完全满足,而且新手持单元上有倍率选择开关(序号 5),倍率生效后将更方便操作使用。

1.2 新旧手持单元电路接线改造
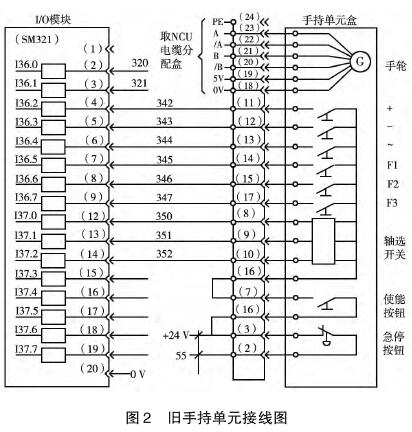
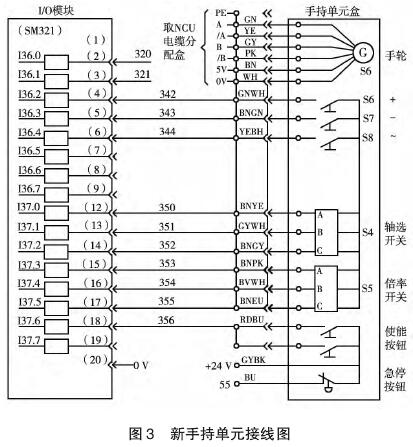
旧手持单元接线如图 2 所示,新手持单元接线如图 3 所示。
2 、手持单元 PLC 程序编制
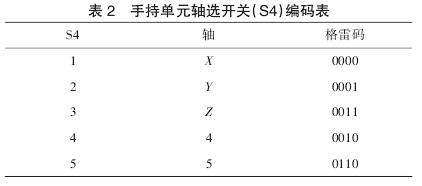
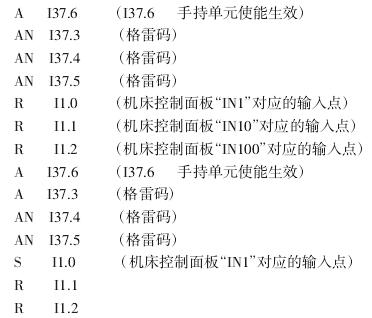
2.1 根据表 2 编制手持单元轴选开关 PLC 程序
由于新旧手持单元轴选编码不同,因而需要重新编制 PLC程序。
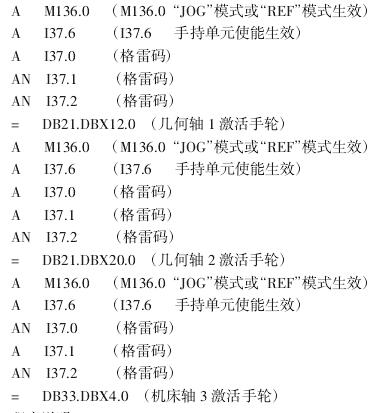
程序说明:
(1)这段程序几何轴 1 实际上是对应的格雷码是手轮上的“Y”轴,这样做的原因是由于“X”轴的格雷码全是 0,一旦内部断线,或者轴选开关故障,导致格雷码也全是 0 的情况下逻辑混淆,但是用“Y”轴替代“X”轴需要在手持单元上重新标识清楚,或者在轴选开关内部跳线,将“X”与“Y”格雷码交换了。
(2) 轴选生效就是用外部信号激活相应的 840D 内部接口信号,对于 MJ760 车削中心而言,共有 4 个机床轴,X 轴(第一机床轴,也是第一几何轴)、Z 轴(第二机床轴,也是第二几何轴)、C 轴(第三机床轴,主轴)、SP1 轴(第四机床轴,动力头轴),这里程序激活第一、第二几何轴,也可以更改为激活第一、第二机床轴,即 DB21.DBX12.0 换为 DB31.DBX4.0,DB21.DBX20.0换为 DB32.DBX4.0。
(3)手持单元共控制三个轴:X、Z、C。
2.2 根据表 3 编制手持单元倍率开关 PLC 程序
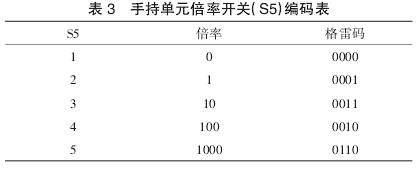
旧的手持单元没有倍率开关,因而需要编制 PLC 程序让新手持单元倍率生效。
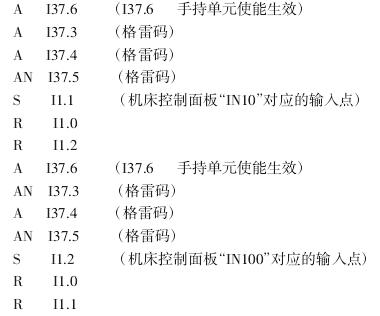
程序说明:
(1)针对机床使用“1、10、100”三挡倍率已经足够使用。
(2) 手持单元控制机床移动的本质是让机床轴工作在增量模式,因而外部倍率信号关联在机床控制面板(MCP)的对应输入按键“IN1、IN10、IN100”上即可,也可以关联在系统接口信号上(DB3XDBX5.0\5.1\5.2)。
3 、手持单元测试
(1)首先测试手轮脉冲是否能被系统接收到,对于 840D 数控系统,只要手轮脉冲发生器正确连接在了 NCU 电缆分配盒上,而不管轴选以及倍率是否生效,摇动手轮时,系统接口信号DB10.DBB68(手轮 1)会有相应的脉冲计数,方法非常简单,只要在屏幕上打开 PLC 状态页面,输入该接口信号并摇动手轮就可以观察到,DB10.DBB69 对应第二手轮接口,DB10.DBB70 对应第三手轮接口,若没有相应变化,应检查接线是否正确。
(2)测试机床能否正常移动,手持单元控制机床轴可以移动的条件如下:
DB3X.DBX21.7=1 (轴脉冲使能)
DB3X.DBX2.1=1 (轴伺服使能)
DB21.DBX6 .7=1 (轨迹进给倍率生效)
DB3X.DBX1 .7=1 (轴进给倍率生效)
激活手轮 (例中:DB21.DBX12.0 =1、DB21.DBX20.0=1 、DB33.DBX4.0 =1)。倍率生效(例中:MCP 按 键 “IN1”、“IN10”、“IN100”至少一个点亮)。
(3) 改造后效果图(图 4)
4 、结束语
对于 840D 数控系统的一些维修改造工作,需要维修人员在具备一定的西门子S7-300PLC 基础知识的前提下,逐步去深入了解系统的一些接口信号知识,掌握了这些,将大大提高工作效率,也将大大节省设备维修改造费用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

