



新型数控双交换工作台卧式加工中心技术的应用
2026-6-16 来源:滕州市三合机械股份有限公司 作者:张成龙 王 丹
研发生产中高档数控机床是国家重点发展和扶持的产业,特别近几年来全国各地出现用工荒问题,高技术水平的产业员工难招,用智能化生产设备换人的做法越来越被企业所接受。企业运用自动化程度高加工能力强的高档生产设备需求越来越强烈,以解决目前制约企业快速发展的困境。因此公司根据市场需求和自身发展需要,通过广泛的市场调研、考察、论证,研发具有交换工作台的中高端卧式加工中心是非常可行的,具有很高的经济和现实意义。根据市场考察调研的结果,公司结合技术研发和生产实际,决定研发具有双工作台交换功能的 TH630 型数控卧式加工中心。
TH630 双交换工作台卧式加工中心能够使工件在一次装夹后,完成除安装面和顶面以外的其余四个面的加工,主要用于零件多工作面的铣、钻、镗、铰、攻丝等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,由于定位精度高,还特别适合于箱体孔的调头镗孔加工 ; 带有自动交换工作台,在对位于工作位置的工作台上的工件进行加工的同时,可以对位于装卸位置的工作台上的工件进行装卸,从而大大缩短辅助时间,提高加工效率。本机床可用于航天航空,汽车、内燃机、通用机械的精密加工。因此,本机床具有加工精度高,精度稳定,效率高,表面质量好等特点。
一、设备介绍
1. 总体设计方案
TH630 型卧式加工中心是针对金属加工制造行业开发的一款中高端精密高效加工设备,因此在整体设计方案上要以加工精度高、加工效率高、性能稳定为主要考虑要素。通过市场调研考察的结果,设计方案为 : 全封闭防护结构,整体倒 T型底座,动柱式设计,立柱双柱封闭框架式结构,BT50 主轴单元 6000r/min 转速,刀库容量 30 把,630*700 工作台液压夹紧双交换布置,工作台的交换台采用主动防护旋转式结构,抬起支撑油缸大直径设计,各传动机构均稀油润滑,强力冷却切屑自动收集,伺服闭环控制,控制系统选用性价比较高的三菱控制系统(如图 1 所示)。
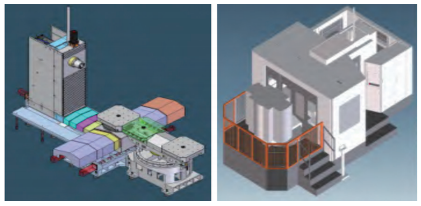
图 1
2.基本结构
(1)采用国际流行的倒 T 型动柱式、整体床身结构,立柱在纵向床身上前后移动,工作台横向床身上左右移动,适用于精密卧式加工中心 ;合理的布筋优化了排屑结构及改进了导轨润滑回收系统,提高了铸件的整体刚性和外观品质(如图 2 所示)。
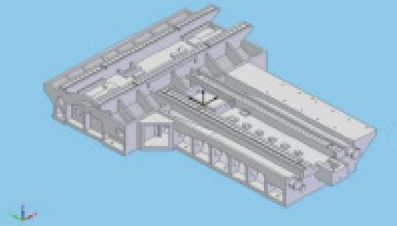
图 2
(2)各轴导轨均采用进口重载滚柱直线导轨 ,预加载荷为 V3 级,承载高,精度稳定(如图 3所示)。
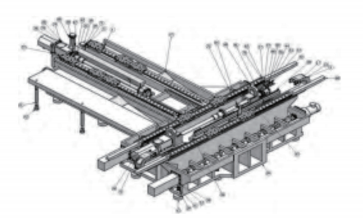
图 3
(3)机床各进给轴的滚珠丝杠专用轴承采用稀油润滑,具有机床免维护、润滑效果好等优点,提高了滚珠丝杠的使用寿命,抑制了温升,提高了机床精度。
(4)标准 BT50 环喷主轴,并配以气幕保护装置,彻底避免了切削液和粉尘等渗入 ; 主轴套筒循环油冷却,确保主轴精度并延长使用寿命。
(5)机床工作台回转分度蜗轮蜗杆为稀油润滑,使用工况大幅好转,延长了其使用寿命,提高了传动效率,并降低了运动时产生的温升对机床的不良影响。
(6)机床工作台抬落信号直接检测旋转部件(大齿轮),减少了传动环节,降低了成本,提高了机床可靠性。
(7)机床垂直向下铠甲防护帘与 Z 向导轨护罩的对应接口处做到了严丝合缝,无铁屑残留。
(8)机床立柱两侧及顶部可实现完全封闭式防护。客户可增加大流量冲洗装置,杜绝了铁屑后溅现象的产生。
(9)选用较宽机床主轴箱传动系统同步带,提高了主轴切削刚性和抗震性,宽度增加为85mm。
(10)采用调整简单、可靠的打刀调整机构。松刀盘与松拉刀油缸的活塞通过精密螺纹连接在一起,调整松刀位置只需旋进或旋出松刀盘,调节与主轴拉刀杆末端的距离,从而实现精确调整顶刀量,然后调整锁紧盘的位置,将松刀盘锁死。
(11)机床主轴的环喷喷嘴位置进行了优化设计,分别放在主轴的左右两侧,解决了原有机床残留切削液在换刀时污染刀具刀柄的问题。
(12)B 轴标配为鼠齿盘(1° ×360°)定位的分度工作台,定位精度高,精度保持周期长。工作台锥度定位,液压夹紧,在锥度顶面设计有吹气孔,工作台在每次安装时都进行清洁安装定位面,保证安装到位,提高了工作台每次交换安装的精度(如图 4 所示)。
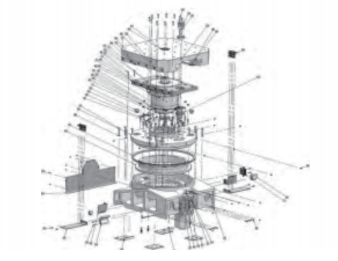
图 4
(13)交换台采用主动防护旋转式新颖结构,抬起油缸支撑 740mm 抗颠覆能力强偏载稳定,旋转动作采用伺服电机驱动,机械结构简单维修方便,交换平稳、精确、可靠(如图 5 所示)。
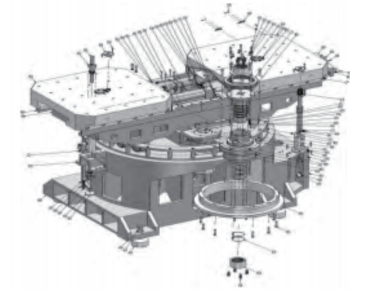
图 5
(14)配置切削冲刷装置能及时地将切屑自动排出,避免切屑对机床的热影响,保证机床加工的高精度。
3.工作原理
(1)主传动系统采用大功率主轴交流伺服电机驱动,通过同步带传动,主轴采用高精度,高速主轴,速度分布宽、扭矩大、精度高,可进行强力切削和精密加工。
(2)进给系统有 X、Y、Z 三个直线进给轴和 A,C 两个回转轴,简化传动路线提高传动精度 :大功率伺服电机——高精度大扭矩联轴器——大直径滚珠丝杠。直线进给轴功能部件采用预拉伸结构,保证机床的长时间运转的精度保持性。
(3)回转轴采用台湾摇篮式回转工作台 A,C旋转轴采用圆光栅回馈可实现高精度分度和定位。采用液压刹车保证切削刚性。
(4)数控系统标准配置三菱,也可选择安装国内外其他相应配置的数控系统,操作者可根据被加工零件图样,通过计算机编程软件生成加工程序,通过 RJ45 网络接口或 USB 接口上传至数控系统进行加工或用计算机在线加工 ; 也可以在数控系统上直接根据系统要求编制加工程序,经过中央处理器运算处理,由插补软件(或插补器)生成相应信号,经伺服驱动器经过功放后 :驱动伺服——联轴器——通过滚珠丝杠副,驱动刀具配合伺服回转工作台完成切削。
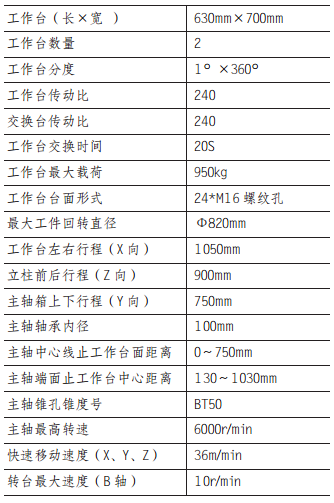
4.主要技术参数
二、 工艺的确定及工艺流程
机床加工和装配方面严格按照工艺规程操作,基础铸件都经过严格时效定性处理,关键零部件的半精加工和精加工均由高精度的数控落地镗铣床和导轨磨床来保证。机床装配在高清洁度安装车间进行,所有安装环节均要保证安装部件的洁净,严格按照装配工艺进行安装,整机安装完毕进行 72 小时的拷机试验保证机床的可靠性。机床安装完成后要进行一系列的检测保证机床的精度 ; 整机安装后用雷尼绍激光干涉仪对机床 X,Y,Z 轴直线进给轴的定位精度、重复定位精度进行检验。用三坐标测量仪检测机床切削试件,保证整机的精度。整机进行各种实验后要对数控系统等机电部分做一次优化整理,才能将机床包装入库,保证机床的各项性能均达到出厂的要求。
根据生产和设备情况,以原有数控车床、数控龙门加工中心、数控落地镗铣床、数控导轨磨床等设备为基础,制定了产品的工艺流程(如图6 所示)。
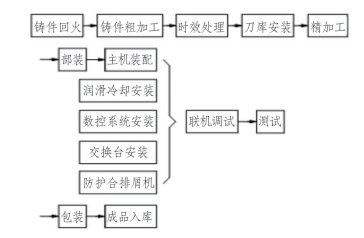
图 6
三、研制过程中的技术关键和相关措施
1.机床精度的保障措施
(1)机床关键基础部件均采用高强度和高刚性设计以保证机床的可靠性。机床关键基础铸件均采用封闭箱形结构设计,具有抗扭、抗弯性好、刚性高的特点 ; 底座是整台机床的基础,采用国际流行的倒 T 型结构,底座内壁布置了相当数量的环行筋板,从而增强了底座的的刚性,保证了刚性的持久性 ; 立柱是主轴箱的支承部件,既要承受各个方向的切削力,又要承受有关的颠覆力矩,因此,该立柱采用双柱封闭框架式结构,空腔内设置有纵向和横向环形筋,使立柱具有较高的抗扭抗弯刚性。
(2)选用较宽机床主轴箱传动系统同步带,提高了主轴切削刚性和抗震性,宽度由 70mm增加为 85mm。取消了主电机同步带轮挡边,在主轴同步带轮上增加挡边,对主电机系统的安装、固定提供了方便。
(3)工作台锥度定位,液压夹紧,在锥度顶面设计有吹气孔,工作台在每次安装时都进行清洁安装定位面,保证安装到位,提高了工作台每次交换安装的精度。
(4)工作台稳定可靠的交换是设计着重考虑的。采用主动防护旋转式结构,抬起油缸支撑直径 740mm 抗颠覆能力强,偏载稳定,旋转动作采用伺服电机驱动,机械结构简单,维修方便,交换平稳,精确,可靠。
(5)机床各进给轴的滚珠丝杠专用轴承采用稀油润滑,实现了机床免维护、润滑效果好等优点,提高了滚珠丝杠的使用寿命,提高了机床精度。
(6)导轨是机床运动精度的直接体现,导轨的质量和精度是机床实现切削功能根本基础,因此三向运动副均采用加宽型的进口重载滚柱导轨,预加载荷为 V3 级,承载高,精度稳定,具有良好的刚性和运动精度。
(7)BT50 环喷主轴,并配以气幕保护装置,彻底避免了切削液和粉尘等渗入 ; 机床主轴的环喷喷嘴位置进行了优化设计,分别放在主轴的左右两侧,解决了原有机床残留切削液在换刀时污染刀具刀柄的问题。
2.控制系统质量稳定性是数控机床开机无故障率的保障
数控装置是数控机床的核心控制部分,机床选用具有世界先进技术水平、性价比较高的三菱数控系统、驱动器、伺服电机,保证了 TH630双交换工作台卧式加工中心较高的使用精度和可靠性。
四、主要创新点
(1)工作台锥度定位,液压夹紧,在锥度顶面设计有吹气孔,工作台在每次安装时都进行清洁安装定位面,保证安装到位,提高了工作台每次交换安装的精度。
(2)工作台稳定可靠的交换是设计着重考虑的主要因素,采用主动防护旋转式结构,设计抬起油缸直径 740mm 以保证足够支撑力,抵抗举起回转的颠覆力,保证强偏载也能稳定可靠回转到位。旋转动作采用伺服电机驱动,机械结构简单,维修方便,交换平稳,精确,可靠。
(3)选用较宽机床主轴箱传动系统同步带,提高了主轴切削刚性和抗震性。
五、结语
TH630 双交换工作台卧式加工中心是基于中小型薄壁异型壳体零件多工序复合加工开发的精密高效加工设备,具有结构合理、操作简便、加工精度高、自动化程度高、效率高等特点。该产品采用模块化设计,利用计算机设计和分析系统对机床部件做出合理的优化设计,加强了工艺措施的管理 , 具有广阔的市场发展前景 , 能为公司带来可观的经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

