



金属3D打印拥有的巨大潜力足以颠覆传统的产品设计和制造方式;它有助于推动有价值的产品创新,为开创全新业务模式创造机会。本文将探讨增材制造将给市场带来哪些实质性的变化,以及企业应采取何种措施来引领这场制造技术的革命。
上一篇介绍了增材制造应用的阶梯模型的前两级台阶,在本文中,将继续介绍更上方的两级台阶。
台阶2-零件集成
这是开始改变产品设计的第一步,以便充分利用增材制造能够加工复杂形状的特性。在这种情况下,希望通过将多个零件集成到单一且完整的加工件中,精简产品中的零件数量。这一级台阶,有三个增材制造功能可发挥作用:
a.多特征部件
增材制造允许为部件设计细节特征,然后只需一次操作便可完成加工,无需额外的流程步骤。可消除工艺的复杂性,转而将其注入到零件中。
将多个加工步骤合并为单一的增材制造操作,自动加工出的单一加工件便可替代复杂的装配流程,降低模具成本、缩短总加工时间以及缩短交货时间等。

b.消除结合点
在产品设计中,对传统制造过程无法一次完成的复杂形状,需加入接合点。接合点是指配对特征、紧固件、插头、垫片和密封圈等。它们会增加产品的零件数量、重量、加工和装配时间,也会导致产品结构中出现薄弱环节,各部件之间匹配不佳,埋下故障和性能隐患。因此最好避免接合点!
增材制造可在一次操作中加工出复杂形状 — 例如下图所示的扭曲状波导管,有助于节省装配成本,提高长期使用效益。

c.连环结构
可在一次增材制造过程中生产具有连环结构的部件,无需进一步装配操作。如此可制造出外观整洁、极具吸引力的多功能零件。

台阶3—DfAM优化
到达阶梯顶部可利用最为高级的增材制造功能。运用增材制造专用设计 (DfAM) 原理,充分利用其带来的设计自由,获得创新、定制的解决方案。
a. 空心/多孔结构
传统方法生产的许多零件为实心结构,尽管空心结构的强度并不逊色,但传统加工方法费时费力,成本昂贵。增材制造通过单一加工过程轻松加工出空心结构,材料使用少、加工时间短。例如网状结构在保持强度的同时,重量减轻50%。

b. 拓扑优化
拓扑优化也可减轻零件重量,原理是定义相邻结构的接触面及其所承受的载荷。考虑这些载荷对材料产生的应力,并去除应力最小区域中的材料,只保留能以最有效方式传输指定载荷的区域中的材料。
以下为空间探测设备使用的一支架,其重量是极为关键的因素。通过拓扑优化,支架变为空心结构 —“命运之手指”—重量减少了三分之一,设计和生产时间也大大缩短。

c. 增强美观性
增材制造技术让我们能随心所欲地设计各种不寻常的天然形状,生产出创新且富有吸引力的产品,例如珠宝。

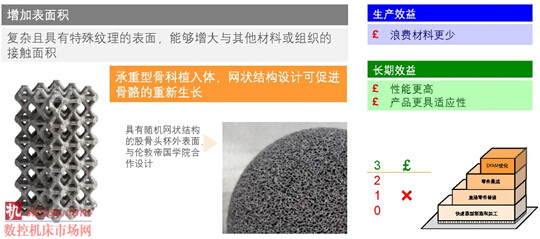
d. 增加表面积
承载接触面需较大的表面积,以确保良好的附着性。骨科植入体尤其如此,医生希望提高金属植入体和邻近骨骼间的相容性,确保二者稳固接合,尽量防止出现“应力遮挡效应”,避免后续手术修复治疗。大面积接触表面,还有利于提高金属与复合材料之间的接合强度。
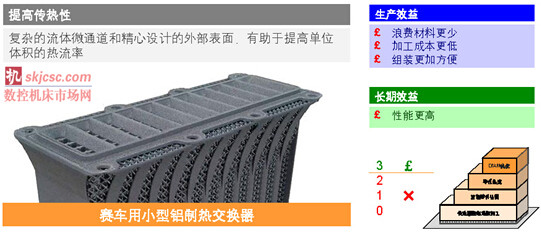
e. 提高传热性
设计新型热交换器是增材制造技术的一个重要应用。为最大限度提高一种液体与另一种之间的换热效率,热交换器内部应具有大量复杂的微型薄壁管道和二次表面。增材制造能经济高效地加工出内外部细节特征,产品性能更高,重量更轻。对赛车、公路车辆及绿色能源产品设计具有明显优势。
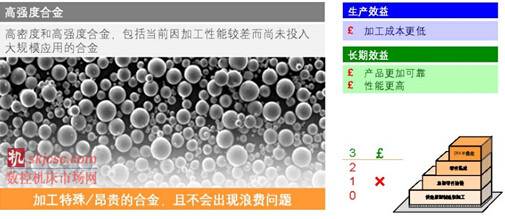
f. 高强度合金
某些合金材料具有理想的热属性和机械属性,但加工难度大,实际应用受到限制。增材制造本质是熔接过程,只要能将合金“雾化”为粉末,就可使用激光技术加工材料。
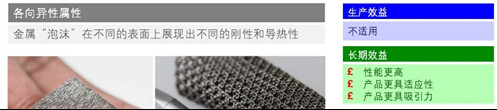
g. 微型结构材料
增材制造可加工出精细的网状结构,为生产具有特定属性的金属“泡沫”创造了机会。此类微型结构材料经过设计可具有各向异性的属性 — 例如不同平面具有不同的刚性和导热性。标准和定制的微型结构材料为生产轻质、高性能产品开启新的机遇。
h. 按照物料清单进行生产
增材制造无需刀具,模具,可将不同产品组件的制造过程集成到单一的加工工序中,一次性制造所有主要组件,对其进行后处理并完成组装。有助于简化生产调度、减少库存。还可有选择地将其与本地化生产,大规模定制相结合
我们为全球第一辆3D打印山地自行车制造的车架就是个应用典范。

i. 大规模定制
只要有想要制造零件的CAD模型,无论是制造与之前完全相同的零件,或有稍许差异,使用增材制造在成本和加工时间方面几乎没有差别,能以经济实惠的方式生产定制零件。雷尼绍的种植牙业务每天要根据不同口腔技工所的设计文件,制造形状各异的修复体。这些修复体可在一次加工过程中完成,降低成本。
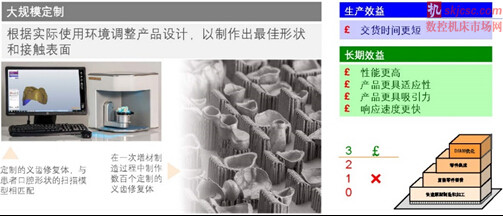
定制化零件能更好适应其应用环境,安装更简便、使用效果更好,从而能提供更高价值的服务。当定制化生产与增材制造的其他特点相结合,便拥有了颠覆传统大规模生产模式的力量。
希望这篇文章可帮助您分析增材制造将对市场产生的深远影响,并思考您应如何应对以便引领行业变革。
了解详细产品信息,请访问雷尼绍网站: www.renishaw.com.cn
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

