



光栅尺在数控机床中的应用
2018-8-15 来源: 海机床厂有限公司 作者:王 培
摘 要: 随着数控机床在加工领域的普遍使用,对于数控机床所加工的产品的精度要求的不断提高,辅佐数控机床在加工中的走刀精度的产品也运用到数控机床中,光栅尺就是一种辅佐数控机床走刀精度的产品。光栅尺,也称为光栅尺位移传感器(光栅尺传感器),经常应用于数控机床的闭环伺服系统中,可用作直线位移或者角位移的检测。在数控机床中常用于对刀具和工件的坐标进行检测,来观察和跟踪走刀误差,以起到一个补偿刀具的运动误差的作用。数控机床安装了光栅尺,可以保障机床的走刀精度,对于数控机床的加工精度有着良好的辅助效果。
关键词:光栅尺 莫尔条纹 判向法 参数设置
光栅尺是利用光栅的光学原理工作的测量反馈装置,其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。光栅尺按制造方法和光学原理的不同,分为透射光栅和反射光栅。对于数控机床的精确加工要求,光栅尺的使用,可以更加稳定的达到机床精度要求,在生产中保证产品的优品质量,应用较为广泛。
1 、光栅尺的结构与检测装置
光栅尺是由标尺光栅和光栅读数头两部分组成。标尺光栅一般固定在机床固定部件上,光栅读数头装在机床活动部件上,指示光栅装在光栅读数头中.
光栅检测装置的关键部分是光栅读数头,它由光栅尺外观源、会聚透镜、指示光栅、光电元件及调整机构等组成。光栅读数头结构形式很多,根据读数头结构特点和使用场合分为直接接收式读数头、硅光电池读数头、镜像式读数头、分光镜式读数头、金属光栅反射式读数头。
2 、 光栅尺工作原理
2.1 莫尔条纹
以透射光栅为例,当指示光栅上的线纹和标尺光栅上的线纹之间形成一个小角度θ,并且两个光栅尺刻面相对平行放置时,在光源的照射下,位于几乎垂直的栅纹上,形成明暗相间的条纹。这种条纹称为“莫尔条纹”,如图 1 所示。严格地说,莫尔条纹排列的方向是与两片光栅线纹夹角的平分线相垂直。莫尔条纹中两条亮纹或两条暗纹之间的距离称为莫尔条纹的宽度,以W表示。
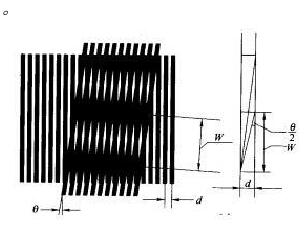
图 1 莫尔条纹示意图
2.2 莫尔条纹具有以下特征
1)莫尔条纹的变化规律
两片光栅相对移过一个栅距,莫尔条纹移过一个条纹距离。由于光的衍射与干涉作用,莫尔条纹的变化规律近似正(余)弦函数,变化周期数与光栅相对位移的栅距数同步。
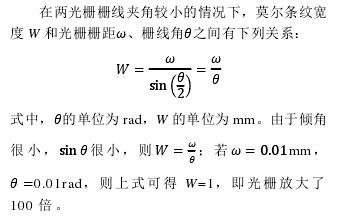
2)放大作用
3) 均化误差作用
莫尔条纹是由若干光栅条纹共同形成,例如每毫米 100 线的光栅,10mm 宽度的莫尔条纹就有1000 条线纹,这样栅距之间的相邻误差就被平均化了,消除了由于栅距不均匀、断裂等造成的误差。
3 、 电子细分与判向法
光栅测量位移的实质是以光栅栅距为一把标准尺子对位称量进行测量。高分辨率的光栅尺一般造价较贵,且制造困难。为了提高系统分辨率,需要对莫尔条纹进行细分,目前(2006 年)光栅尺传感器系统多采用电子细分方法。当两块光栅以微小倾角重叠时,在与光栅刻线大致垂直的方向上就会产生莫尔条纹,随着光栅的移动,莫尔条纹也随之上下移动。这样就把对光栅栅距的测量转换为对莫尔条纹个数的测量。在一个莫尔条纹宽度内,按照一定间隔放置 4 个光电器件就能实现电子细分与判向功能。例如,栅线为 50 线对/mm 的光栅尺,其光栅栅距为 0.02mm,若采用四细分后便可得到分辨率为 5μm 的计数脉冲,这在工业普通测控中已达到了很高精度。由于位移是一个矢量,即要检测其大小,又要检测其方向,因此至少需要两路相位不同的光电信号。为了消除共模干扰、直流分量和偶次谐波,通常采用由低漂移运放构成的差分放大器。由 4 个光敏器件获得的 4 路光电信号分别送到 2 只差分放大器输入端,从差分放大器输出的两路信号其相位差为 π/2,为得到判向和计数脉冲,需对这两路信号进行整形,首先把它们整形为占空比为 1:1 的方波。然后,通过对方波的相位进行判别比较,就可以等到光栅尺的移动方向。通过对方波脉冲进行计数,可以等到光栅尺的位移和速度。
4 、 光栅尺在数控机床中的安装
光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。以 FANUC 系统数控端面外圆磨床为例,使用的是 LC193F 绝对光栅尺,且安装在工作台和砂轮架导轨(滑板)上,随机床走刀而移动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的滑板上,同时传感器不能安装在打底涂漆或者粗糙不平的床身。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度0.1mm/1000mm 以内。光栅尺位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。在机床上选取一个参考位置,来回移动工作点至该选取的位置,数显表读数应相同(或回零)。另外也可使用千分表(或百分表),使千分表与数显表同时调至零(或记忆起始数据),往返多次后回到初始位置,观察数显表与千分表的数据是否一致。光栅尺的机械安装就完成,之后就是要在FANUC 数控系统中生效。
5 、 光栅尺在数控机床中的参数设置
以光栅 LC193F 绝对光栅尺为例,并且作用于FANUC 数控机床中:
(1)急停状态
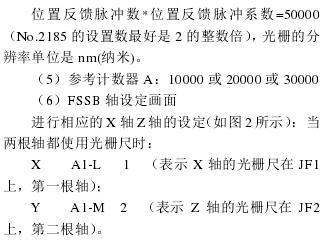

图 2 FSSB 轴设定画面示意图
(7) 各 轴 移 动 中 的 最 大 允 许 位 置 误 差
No.1828=500 以防飞车。
(8)No.1815#1=1 此操作会使得 No.1815#4 由 1 变 0
(9)系统断电重启: 方向反则:No.2018#0 的值进行修改。(分离式检测器信号方向反转)
(10)回零结束。
设置完成后,重新通电,如果出现 417 报警(n轴参数不对,此时查找诊断号 352 的内容,为 10016(参数的内部数值失控检测溢出)。修 No.2200#0→1,来屏蔽此报警(不进行报警不一致报警的检测)
没有报警的情况下,以 X1 倍率手摇伺服轴,如果出现飞车,出现 411 报警(n 轴的移动误差过大),这时修改 No.2018#0 的值(分离式检测器信号方向相反)。 以上光栅尺的参数设置成功并且生效后,就能将光栅尺的作用在数控磨床的加工中发挥起来,以 其对于数控机床的走刀补偿来达到并且满足机床所需要的加工工件的工艺精度要求,为产品加工的合格品提供良好的保障。
6 、 光栅尺的保养
光栅尺传感器与数显表插头座插拔时应关闭电源后进行,外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺传感器壳体内部。定期检查各安装联接螺钉是否松动。为延长防尘密封条的寿命,可在密封条上均匀涂上一薄层硅油,注意勿溅落在玻璃光栅刻划面上。光栅尺传感器严禁剧烈震动及摔打,以免破坏光栅尺,如光栅尺断裂,光栅尺传感器即失效了。不要自行拆开光栅尺传感器,更不能任意改动主栅尺与副栅尺的相对间距,否则一方面可能破坏光栅尺传感器的精度;另一方面还可能造成主栅尺与副栅尺的相对摩擦,损坏铬层也就损坏了栅线,以而造成光栅尺报废。应注意防止油污及水污染光栅尺面,以免破坏光栅尺线条纹分布,引起测量误差。
7 、结语
通过对光栅尺的结构和工作原理的了解,熟悉和掌握光栅尺在数控机床上的安装及生效参数设置,并且在日常工作中正确保养光栅尺,使之能完好的在机床的加工高精度要求下,稳定精确的为机床加工服务。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

