



雷尼绍XL-80激光干涉仪为线纹尺测量系统提供精准可靠的位置补偿解決方案
2019-6-18 来源:雷尼绍 作者:-
全自动线纹尺检测设备
线纹尺 (Line scale) 一般由玻璃制成,表面上准确地刻有等间距平行线,通常配置在比长仪、显微镜、测量仪器等长度测量设备上,作为测量距离和行程精度的重要参考基准。测量线纹尺上的刻度距离需要高精度仪器,测量分辨率往往要求达到纳米级,任何微小的环境因素所造成的误差都会影响测量结果的准确性。附属于香港特別行政区政府创新科技署的标准及校正实验所 (SCL) 设计并制造了一台全新线纹尺测量系统,其采用雷尼绍XL-80激光干涉仪补偿测量过程中因测量机台架设位置偏移所导致的误差。

案例分析: 雷尼绍XL-80 系列激光干涉仪
香港特别行政区政府创新科技署辖下的标准及校正实验所负责制定和维护香港地区的物理测量参考标准,并为本地的测量标准及测量仪器使用者提供校正服务,以确保其准确执行测量工作,且能正确溯源至相关标准。除此之外,标准及校正实验所还为检测及认证行业实验室提供能力验证服务,以证明他们具备相应的技术能力。
线纹尺测量系统的工作原理和结构
测量线纹尺上的刻度精度简单来说就是测量被测线与参考线(一般是零位)之间的距离,结合影像分析和激光补偿技术,系统可计算并调整数据(线纹)读取位置,从而减少阿贝误差 (Abbe error)。不过在实际操作中,该系统往往需要将更多实际环境因素以及其他不确定性计算在内,因此在设计时必须有效地对各种环境和人为因素所引起的误差进行补偿。SCL所研发的线纹尺测量系统主要由光学防震平台、移动平台、摄像头、显微镜、像素计算程序、光学镜组(包括分光镜、反射镜)及雷尼绍激光干涉仪组成。线纹尺的长度测量范围为0.01 mm到750 mm,而系统的测量不确定度仅为0.15 - 0.41 nm。
案例分析: 条纹尺测量平台
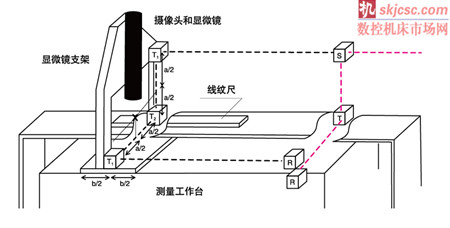
线纹尺测量系统配置了一台雷尼绍XL-80激光干涉仪,用于对系统中出现的阿贝误差进行补偿。系统中的移动平台采用以压电电机驱动的空气轴承平台,全长800 mm行程的直线度为0.9 um,重复精度达20 nm;最大扭摆、俯仰和滚摆角误差分别为+/-0.5角秒。由于SCL位于大厦的35层,风和道路交通引起的振动会影响测量精确度,因此必须将系统放置在光学防震平台上。在环境补偿方面,系统配置了空气压力、空气温度、材料温度和湿度传感器。被测线纹尺放置在以光学平台为基体的固定式独立测量平台上,而摄像头和显微镜则架设在可移动龙门式平台上,目的是协助系统准确定位线纹的位置。因为每条线纹都有一定的宽度,以线纹的中心线作为其位置可提升整体测量精度。换句话说,借助影像技术,系统可找出线纹的中心线并定义为线纹最终位置。
执行测量时,移动平台根据系统发出的信号移动并停留在被测线纹的默认位置。停顿后,激光干涉仪读取位置数据,同时摄像头拍摄目标线纹的影像进行分析,得出当前位置(以像素值显示与零位的距离)并与实际计算距离进行比对,系统根据差值指示移动平台进行位置微调。干涉仪再次读取位置数据。整个程序需要重复多次直到差值在特定像素值范围内,从而得出最终的线纹位置。
XL-80在系统中的应用
阿贝误差简单来说就是测量轴与被测工件运动轴之间的偏移所产生的误差,我们日常所用的游标卡尺是典型例子之一。在使用游标卡尺进行测量时,夹住被测物的两个端点与测量轴之间一定会出现偏移情况,从而产生误差。对于千分表来说,由于测量轴和被测工件的轴在同一条线上,因此阿贝误差为零。
案例分析: 条纹尺测量系统
雷尼绍XL-80激光干涉仪在系统中所扮演的角色是补偿测量系统中的误差,无论是移动平台的直线度、线纹尺的放置位置,还是反射镜的位置等,在架设时都难免会存在角度偏摆,导致在测量时出现所谓的阿贝误差。系统在设计上使用激光干涉仪,以对称形式在移动平台两边的轴上进行测量,任何因角度偏移所导致的阿贝误差值改变都会被另一边轴的激光所补偿。而干涉仪的架设采用了典型的线性测量配置,激光束通过分光镜S分成两路,一路形成参考光束经转向镜T及反射镜R回到激光源探测器,另一路则通过转向镜T1、T2、T3及反射镜R形成长度变化的测量光束。另外,XL-80干涉仪在测量过程中也补偿了因环境造成的潜在误差,其内置的压力和湿度传感器精度分别达1 mbar和6% RH,外置的材料和空气传感器精度分别达0.1和0.2度。数据显示,在干涉仪的帮助下,系统整体减少约95%的阿贝误差。
案例分析: 条纹尺运动平台
选择合适的激光干涉仪
就激光干涉仪而言,线性测量的精度不仅与激光频率的稳定性有关,同时也取决于激光波长的已知精度。而在实际应用环境中,激光束通过空气时,空气折射率往往会对激光波长产生影响,由于折射率随着空气(非真空环境)的温度、气压和湿度而变化,因此必须对激光波长进行补偿以降低最终的测量误差。补偿器通过传感器测量工作环境的各个参数,自动计算这些参数对空气折射率的影响,并调整激光读数以补偿激光波长的变化,无需用户干预和经常对补偿进行更新。
雷尼绍XL-80激光干涉仪是目前市场上真正快速、精确、便携的校准系统。精确稳定的激光源和准确的XC-80环境补偿器,保证了±0.5 ppm(在空气环境中)的线性测量精度。系统以高达50 kHz的频率读取数据,最高线性测量速度可达4 m/s,即使在最高速度下线性分辨率仍可达1 nm。所有测量选项(不仅是线性)均采用干涉法测量,确保所记录数据的精度。XL-80配备先进、易用的人性化操作软件,为用户提供最全面的机器校准方案。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

