


基于RS485的PLC与变频器通讯实现
2019-8-12 来源:山东水利技师学院 作者:王国军
摘要:在数控机床中,以三相异步电动机为控制对象,通过PLC与变频器的通讯连接和编程测试,实现了PLC与变频器之间的基于RS485专用通讯协议方式的通讯,测试程序稳定,可实时监控变频器参数。
关键词:RS485 变频器 PLC 通讯
数控机床中主轴的旋转运动大多是由三相异步电动机所驱动,三相异步电动机由PLC与变频器控制。PLC与变频器之间的控制方式也多种多样,有I/O控制、模拟量控制和通讯控制等多种控制方式,根据不同的应用场合可选择不同的控制方式。本文介绍三菱PLC与三菱FR-E740变频器之间的三种控制方式,重点对基于RS485的专用协议通讯进行具体介绍。
1.PLC控制变频器的常用方法
PLC控制变频器的方法有以下三种控制方式:
(1)I/O控制
I/O控制是一种最简单和最直接的控制方式,不需要通讯协议,只要将PLC与变频器进行简单的点对点连接就可以。在PLC的编程软件中写好程序,由输出继电器的输出点高低电平的组合对变频器的RH、RM、RL等点的控制实现7段速的控制,或者通过输出继电器的输出点高低电平的组合对变频器的RH、RM、RL、REX等点的控制实现15段速的控制。这种控制方式的缺点是通讯距离较短,控制速度值一定,不能实现平滑控制,也不能进行变频器参数值的监控。
(2)模拟量控制
模拟量一般是由传感器变换出来的,例如压力传感器、温度传感器、速度传感器,这些传感器把测量出来的实际压力、温度等转换成0~5V、0~10V、0~20mA、4~20mA等,变频器可根据这些输入信号控制电机的转速。模拟量比通讯容易受干扰,尤其是电压信号,通常都需要进行屏蔽、隔离、滤波的方式进行处理。
(3)通讯控制
三菱PLC与三菱变频器的通讯可以采用常用的MODBUS-RTU通讯,也可以采用三菱专用协议通讯。MODBUS-RTU通讯方式程序编写较为复杂,对于没有专用通讯协议的情况下,可采用MODBUS-RTU通讯,通讯距离较远(可达500m),速度高,成本低,稳定性好,所以在工业控制中是较为常用的一种通讯控制协议。本文重点介绍三菱专用协议通讯方式。
2.基于RS485的三菱专用协议通讯
(1)PLC与变频器的接线
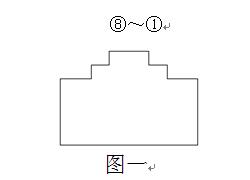
在三菱FX3U的左侧扩展FX3U-485ADP型RS-485通信用特殊适配器,该适配器通讯距离500m,最多可连接8台变频器。PLC、变频器通讯通过网线连接(网线的RJ45接头连接至变频器、另一端接FX3U-485ADP通讯模块)。2、8号插针为操作面板或参数单元用电源。进行RS-485通讯时请不要使用。如果接入使用,可能或导致变频器无法动作或损坏。变频器与FX3U-485ADP的接线对应如表一所示。变频器本体网线插座,从下面看,如图一所示。
表一 RJ45接头针脚与FX3U-ADP485 对应表

(2)变频器参数
为了正确的建立 PLC与变频器之间的通讯,必须在变频器中设置与通讯有关的参数。相关三菱FR-E740的参数设置如下:
P79模式选择为6;p117通讯站号选择为1;p118通讯站好选择为192或96(要与PLC的通讯参数一致);p120通讯停止位长选择为1;p120通讯奇偶校验选择为2;p120-p123全部选择为9999;p124通讯有无CR/LF选择为1;p549协议选择为0;p340通讯启动模式选择为10。参数设置好后要进行重启变频器。
(3)PLC编程软件GX-Developer通讯参数设置
PLC通讯参数设置在PLC系统(2)中首先选择通道一(CH1)或通道二(CH2),这个根据FX3U-485ADP与PLC本体的连接,靠近PLC本体的模块选择通道一。①协议为无协议通信;②数据长度为 8位;③奇偶校验为偶数;④停止位为 2位;⑤传输速率为 19200 bps;⑥H/W类型为 RS-485;⑦传送控制顺序为格式4(CR/LF有)⑧站号设置为 00;⑨超时判定时间为 1。
(4)PLC与变频器的通讯程序
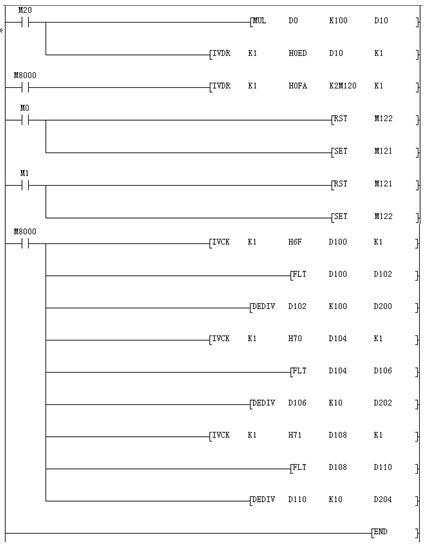
PLC与变频器之间采用主从通讯方式控制三相异步电机,PLC和变频器设置相关参数完成后,组态触摸屏进行了通讯测试,在触摸屏上的正转、反转和停止按钮分别用M1、M2、M3三个变量连接程序;触摸屏上的频率参数设置输入框用M20来连接程序变量;用D0数据寄存器连接程序,用于触摸屏手动输入频率值;D200、D202、D204分别对应触摸屏上的电流、电压和频率监控输出框寄存器变量;通讯示例程序如下:
3.结论
PLC与变频器间采用RS485通讯,通讯速度高、距离长、抗干扰能力强,通过上述程序的测试,运行稳定,成本较低,通过触摸屏就可实现对变频器控制和多种参数的监控。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

