


异形特殊螺纹数控车削加工
2017-12-27 来源:河南工业职业技术学院 作者: 刘志刚,赵晓燕
异形螺纹一般指螺纹的牙型、外形轮廓等与普通螺纹不同的螺纹,如常见的圆弧螺纹。由于异形特殊螺纹形状特殊、工艺复杂,单纯利用传统的螺纹车 削 加 工 指 令 ( 如 G32 /G33 /G92 /G76 /CYCLE97等) 无法完成,需要结合利用参数化编程方法才能实现异形特殊螺纹类零件的数控车削加工。
1 、加工工艺分析
( 1) 刀具选用
刀具选用的基本原则是尺寸和形状相适应,即刀具要和被加工对象的形状相似、尺寸匹配。以常见的圆弧加工为例,应首选圆弧形车刀,可用来车削内、外表面,尤其适于车削曲线连接( 凹形) 的各种成型面。选用螺纹车刀时,圆弧车刀的半径要≤所加工螺纹的半径,以免加工时发生干涉。但注意圆弧车刀的半径也不宜太小,否则会因刀体散热差或刀尖强度低导致刀具损毁。
除圆弧车刀外,也可根据被加工对象的具体情况选用尖形车刀、小角度偏刀及宽度较小的普通切槽刀。
( 2) 夹具的选择
夹具通常采用三爪卡盘,但细长轴则用一夹一顶的方式,可提高工件刚度,增加切削平稳性,保证加工时跳动量不会太大,满足同轴度要求。若遇到带孔的单件,可使用心轴一端与工件连接,一端用三爪卡盘夹紧,以提高工件刚性,防止工件变形量过大。
( 3) 异形特殊螺纹加工方法分析
异形特殊螺纹大都具有牙型深、宽度大、螺距大等特点,切削余量和切削抗力也较大,因此加工时宜采用低速分层拟合车削。具体来说,是将螺纹牙型深度按一定数值分成若干层分别加工,通过不断改变刀具起点位置逼近实际螺纹轮廓。
使用螺纹车削基本指令 G32、G33 结合宏参数进行编程加工,不宜使用 G76、CYCLE97 等循环指令进行加工。
( 4) 分层切削加工流程
对于圆弧螺纹等异形特殊螺纹的加工,仅靠基本指令和编程软件是无法实现的,必须借助宏变量进行手工编程,图 1 为利用宏变量和螺纹基本加工指令编程加工圆弧螺纹的流程。
2 、加工实例
编制如图 2 所示零件的圆弧螺纹加工程序,螺距 10mm,圆弧半径 3. 5mm,公称直径 82mm。参考加工程序如下:

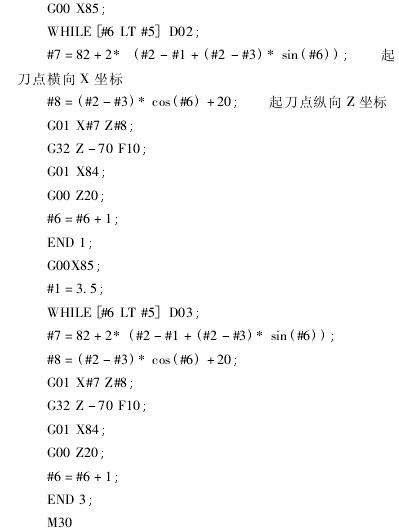
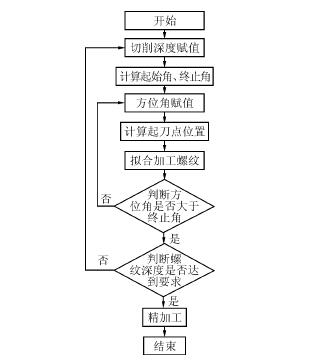
图 1 圆弧螺纹加工流程图
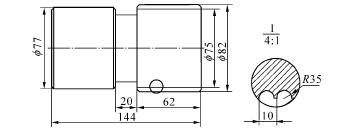
图 2 圆弧螺纹加工图
通过以上实例及分析可知,只要认真分析异形特殊螺纹,选择合适的刀具、装夹方式和加工方法,并把螺纹加工基本指令和宏变量巧妙结合起来编写程序,就能降低劳动强度、提高生产效率,加工出符合要求的高精度异形特殊螺纹。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

