


珩磨加工是怎样的一种加工方式?有什么不同?
2020-2-17 来源:金属加工 作者:孟璐 郑文虎
珩磨加工是磨削加工的特殊工艺形式,其实质是一种低速磨削,也是一种高效率的光整加工方法,其加工范围广、加工精度高,可以在多种机床上采用,而且工具简单、操作简便。
1、珩磨加工的特点
珩磨加工具有如下特点:
(1)加工范围广。主要用于孔的光整加工,如圆柱孔、台阶孔、盲孔和圆锥孔等。也可用于平面、球面和成形面及外圆表面。珩磨的孔径为1~1200mm或更大,孔长可达12000mm。几乎所有的工件材料都可以珩磨加工。
(2)加工表面质量好。珩磨后的表面呈交叉网纹,有利于润滑油的贮存和润滑膜的保持,耐磨损,使用寿命长。还由于珩磨速度是一般磨削速度的几十分之一,磨削力和热很小,工件表面不产生烧伤、裂纹、变质和硬质层。
(3)加工精度高。采用珩磨加工内孔时,其圆度和圆柱度可达0.005~0.01mm,表面粗糙度值Ra可达0.05~0.2μm,但不能提高位置精度,可以代替部分磨削加工,加工效率与磨削相当。
(4)对机床精度要求低。珩磨加工除采用专用的珩磨机床外,也可在车床、镗床和钻床上进行。
2、珩磨加工原理
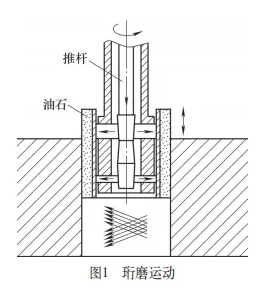
珩磨是利用安装在珩磨头圆周上若干条油石,由胀开机构将油石径向胀开,使油石压向工件孔壁,产生一定的压力和接触面积,在珩磨头(或工件)旋转和往复运动中对工件进行低速磨削,如图1所示。为了减小机床主轴与工件中心不同轴和机床主轴旋转精度对工件加工精度的影响,珩磨头与机床主轴间的连接采用浮动连接,以工件孔为导向。珩磨时,油石与孔壁重叠接触点相互干涉、相互修整,在珩磨运动中使孔表面呈现交叉的螺旋线切削轨迹。由于运动轨迹不重复,使干涉点的机会差不多均等,切削作用不断减弱,孔与油石面的圆度和圆柱度不断提高,孔壁的表面粗糙度值将不断降低,在达到所要求的尺寸精度后,完成珩磨加工。
3、珩磨头的结构
在珩磨加工过程中,工件的加工精度(尺寸和形状)、加工效率和加工表面质量,都取决于珩磨头的结构合理,同时也取决于机床的进给方式、油石特性和工件夹具。珩磨头结构好,油石胀缩均匀,切削液易注入,切屑与磨粒脱落后易排除,油石的修整与定位准确和制造容易,将直接影响珩磨效果。
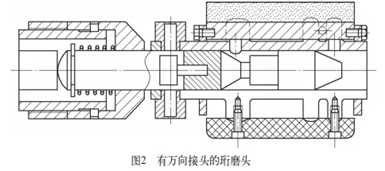
珩磨头由磨头体、油石座、油石、导向条、弹簧和锥体胀芯组成,如图2所示。珩磨头的结构与尺寸是根据被加工工件的结构与尺寸设计制造的,原理都相同。有定压胀进、台阶孔、手动胀缩,有万向和没有万向、小孔、单油石和对开瓦、盲孔和圆锥孔等珩磨头。
4、油石的选择
(1)油石特性的选择。油石的磨料有刚玉类、碳化物类、人造金刚石和立方氮化硼,可根据工件材料和加工质效进行选择。过去多采用前两种磨料,现代多采用后两种磨料。因为此两种磨料的硬度极高,是前两种磨料硬度的3~4倍,耐磨性高,寿命长,切削刃锋利,加工质量好,相对成本很低。油石的结合剂一般采用树脂结合剂,前两种磨料以前多采用陶瓷结合剂,对于几毫米以下的小孔采用金属(或电镀)结合剂。磨料的粒度是根据工件表面粗糙度值要求选择的。粒度粗则加工效率高,表面粗糙度值Ra大;反之,粒度细则加工效率低,表面粗糙度值Ra就小。当磨料粒度为F120~F150时,表面粗糙度值Ra可达0.8μm;当磨料粒度为F150~F240时,表面粗糙度值Ra可达0.4μm;当磨料粒度为F240~W20时,表面粗糙度值Ra可达0.05~0.2μm。油石的硬度和组织,请参照磨削时砂轮特性的选择原则。对于超硬磨料(人造金刚石和立方氮化硼)的油石,还得选择合理的浓度,即每立方厘米所含超硬磨料的克拉(ct)质量(1ct=0.2g),一般采用75%(313ct/cm3)和100%(4.4ct/cm3)浓度为宜。上述选择也适用于轮式珩磨。
(2)油石(珩磨轮)尺寸的选择。工件材料硬时,油石应窄一些;工件材料软时,油石应宽一些。加工脆性材料,油石应宽一些;加工塑性材料,油石应窄一些,有利于排屑。珩磨头油石总宽度应为孔圆周长的15%~28%为宜。关于油石的长度,对于一般孔,油石长度为孔径的1.0~1.5倍;对于小孔,油石长度为孔长的1/2~2/3,但不能太长,太长了会增加珩磨头的质量,但它的导向性就好。如果过短,会影响孔的直线性(圆柱度)。珩磨轮的尺寸,一般直径为φ50~φ100mm,宽度为25~35mm。
5、珩磨用量
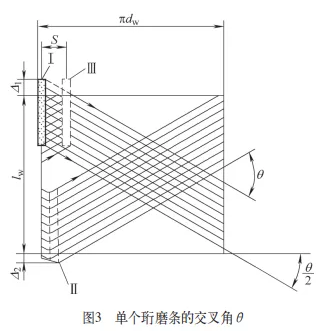
(1)珩磨合成速度vc。它是由珩磨头圆周速度v和往复速度va合成的,油石上的磨粒在工件孔表面上的运动轨迹是两条相交叉成一定角度的螺旋线,是由无数磨粒切削的结果,便在工件表面上形成交叉网状纹理。网状纹理交叉角θ称为切削交叉角,如图3所示。不同工件材料的圆周速度v也不相同,硬度高的圆周速度低,硬度低的圆周速度相对高一些,一般v=20~60m/min。往复速度v a=18~25m/min,交叉角θ=40°~90°,合成速度vc=18~35m/min。
(2)珩磨油石工作压力。它是指垂直作用在油石单位面积上的平均压力。粗珩时单位面积上的工作压力为0.2~0.5MPa,超精珩时为0.05~0.1MPa。
(3)珩磨进给量。进给量的大小取决于工件材料的硬度、磨粒的粒度和加工阶段(粗或精加工)。若工件材料硬度大,在精加工时进给量小一些;反之应大一些。一般珩磨径向进给量,粗珩时为1.8~3.2μm/r,精珩时为0.1~1.5μm/r。
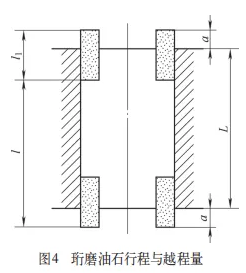
(4)珩磨条工作行程l和越程量a。它取决于油石的长度l1,同时也影响珩磨后孔的圆柱度,如图4所示。l=L+2a-l1(L为工件长度)。一般油石的越程量取油石长度l1的1/5~1/3。
(5)珩磨余量。珩磨余量的大小与前工序形状误差和表面粗糙度值大小有关,也即珩磨余量必须大于这两者的总误差。一般取前工序总误差的2~2.5倍,同时也和生产批量大小有关。单件生产为0.04~0.1mm,成批量生产为0.02~0.06mm。
6、珩磨液
珩磨时一定要采用具有良好的清洗作用、冷却作用和有一定润滑作用的珩磨液。加工钢时,采用80%~90%煤油加10%~20%的2号锭子油,或55%煤油加40%油酸和5%松节油;加工铸铁时,采用煤油,或煤油加10%~20%的2号锭子油;加工青铜或铝合金时,采用煤油。在使用珩磨液时,必须清洁或过滤,以避免划伤工件表面。此珩磨液也适用于珩磨轮珩磨。
7、轮式珩磨加工
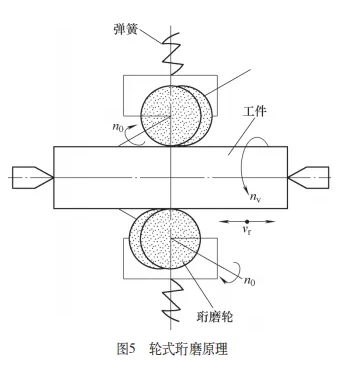
(1)轮式珩磨加工原理。轮式珩磨是一种工件表面光整加工方法。它的原理与实质是,用细粒度磨具在弹性压力下对工件表面进行低速磨削。轮式珩磨有单轮、双轮和多轮珩磨方式。图5所示为双轮珩轴的外圆。工件旋转带动珩磨轮被动旋转,珩磨轮的轴线与工件轴线在空间相交27°~35°,在弹簧的作用下压向工件,并沿工件轴向进给,形成低速磨削运动,完成珩磨加工。轮式珩磨主要用于光整加工工件的内、外圆表面,如各种轴类、轧辊、套筒、缸筒、活塞杆和大型轴承内、外圆滚道。加工的工件材料有钢、铸铁、硬质合金、淬火钢和硬脆金属等。
(2)轮式珩磨加工特点。①可以获得较低的工件表面粗糙度值。一道工序加工后,增加一工步,可使表面粗糙度值R a=6.3~12.5μm,通过两三次走刀珩磨,降低到R a=0.2~1.6μm,十分快捷。②可提高工件耐磨、耐蚀等使用性能。③对前工序加工要求不高,只需达到形状和位置精度,根据前工序(步)加工情况和工件要求,留有0.03~0.1mm余量即可,并可代替一些难磨削工件的磨削(如细长轴和杆、各种长缸筒、箱体孔等)。④对机床精度要求不高,可在车床、铣床、镗床和钻床上进行。⑤适用范围大,对不同硬度和材质的工件材料均可进行珩磨。
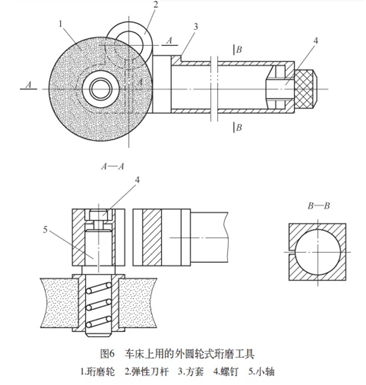
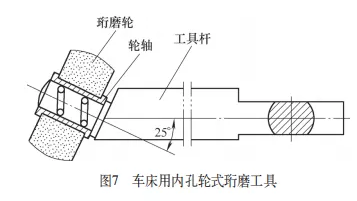
(3)轮式珩磨工具(头)。轮式珩磨工具,根据工件的批量和工件尺寸,有很多种结构,其结构原理、功用都相同。双轮和多轮珩磨头,多用于定尺寸批量生产,加工效率高。但常用的是单轮内外圆珩磨工具,如图6、图7所示。其适用工件尺寸范围大,结构简单,易于制造,操作方便,在生产中被广为采用。珩磨轮的磨料一般采用白刚玉(WA),粒度为F150~F180、F180~F240。如珩磨硬质合金、陶瓷时,应采用碳化硼、金刚石和立方氮化硼。结合剂为树脂,一般为自己制造。珩磨轮固化后,必须用内孔定位,用PCD刀具车削外圆和两侧端面,以避免使用时跳动。其弧形工作面在珩磨过程中自行修整形成,这时的珩磨效果最好。弧形面形成后,其直径在宽度上相差很多(几毫米),造成在速度上有差别,相互干涉后达到低速磨削之目的。珩磨轮的轴线与工件轴线必须相交成27°~35°,而且是向右偏斜。若此交叉角太大,则珩磨可能发生停止转动;若此交叉角太小,则加工效率低。
(4)轮式珩用量。①工件或磨头速度vc一般为50~60m/min,如果珩磨轮孔中为滚动轴承时,vc可达150m/min。vc高则加工效率高。②进给量一般为f=1~3mm/r,不能过大,否则会影响工件表面质量。③珩磨余量一般为2ap=0.05~0.1mm。④珩磨轮与工件触压力一般单位面积为50~200MPa,不能大,否则会造成轴承发热。
(5)珩磨液和注意事项。珩磨液的选用与条式珩磨相同。如不能连续浇注珩磨液时,可涂上研磨膏和加入少量的油酸,以提高工作效率。如没有煤油,也可用乳化液连续浇注代替。如发现珩磨轮与工件表面接触不好,或珩磨时间过长、工件表面产生波纹时,一是把珩磨轮外圆与孔修车同轴,二是把珩磨轮翻转180°装上再用,予以消除。
8、结语
珩磨加工是现代采用的光整加工方法之一,具有工具和工艺简单、加工效率高的优点。在要求工件表面粗糙度值R a<1.6μm的情况下,可以代替磨削加工,而广泛用于生产。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

