


改造外圆磨床实现气门锥面的抖动磨削
2022-9-20 来源:湖南天雁机械有限责任公司 作者:周小伟 何光清 周雅智
摘要:通过多种创新设计,综合利用现有的成熟技术,对现有气门锥面磨削设备M1420做适当的改造,实现抖动磨削的方法,达到了在满足以尽量小的投入、充分利用现有设备的条件下,提高气门锥面磨削精度和简化操作提高磨削效率的目的。经过使用验证,工效提高了1倍,废品率下降到原来的1/3,磨削粗糙度提高了一个等级,跳动减小0.02mm,完全达到了预定目标。
1、改造前气门锥面磨削工艺及存在问题
如图1所示,需要对气门的锥面(加工面)进行磨削,需要保证一定的加工面粗糙度、对杆部的跳动量、与杆部的同心度等,而且气门两端是没有中心孔的。
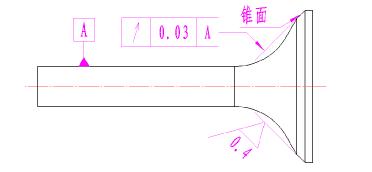
图1 工件(气门)图样
改造前,采用通用的M1420外圆磨来进行磨削,如图2所示,此磨床的磨头可水平旋转,可做手动的水平横向进给运动,实现切入磨。
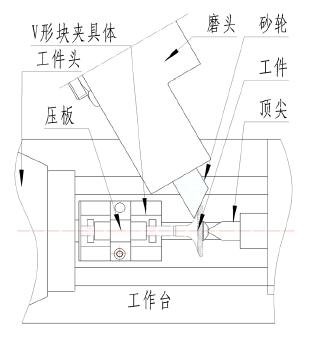
图2 改造前加工方法及相关结构简图
此磨床的工作台可在液压系统的驱动下做纵向往复运动,运动速度和距离可调。工件头通过底座装在工作台导轨上,尾座(图中装顶尖的座)也装在工作台导轨上,工件头轴线与顶尖轴线重合,并与工作台运动方向平行。修整金刚笔(图中未画)装在工作台上。气门杆部用压板压在V形块的夹具体上,作为主定位。V形块的夹具体装在工件主轴上,通过用顶尖顶住一块一面带有顶尖孔的与气门的盘端相接触的圆块,来间接顶住气门盘端实现辅助定位。通过工件头的旋转和磨头的横向进给实现锥面磨削。磨削过程中工作台不动,磨头轴线与工件头轴线成一定的角度,基本上是一种切入磨。
通过上述介绍可见,由于气门杆部尺寸的不一致,V形块和压板的磨损,压板长度和压力的有限等问题,造成气门的装卸繁琐,加工精度不高。另外,对于一个确定的工作台位置,砂轮上只有窄窄的一圈在参与磨削,砂轮修整必须转动磨头。这样,要经常调整工作台的位置,反复调整磨头角度,既影响效率,又影响尺寸一致性。总之,这种磨削方式生产的产品质量和工作效率都不尽如人意。
2、改造要求
改造的要求主要有三个方面:
(1)要在原有机床上进行,要保证一次成功,即使不成功,也要能恢复原有结构,因此改动要尽量小,花费要尽量低。
(2)要实现抖动磨削来提高粗糙度等级,所谓抖动磨削就是以一定频率反复进行的纵向磨削,还要减小跳动量。
(3)要简化气门装卸和砂轮修整,提高加工效率。具体技术指标为跳动0.03mm,表面粗糙度0.4μm,班产量1000支。废品率不得升高。
3、功能分析和结构方案拟定
根据上述现状及改造要求,我们首先确定采用模块化的结构,然后进行功能分析。主要功能就是要在原有磨床上实现抖动磨削,次要功能是气门的装夹和确保改造后的磨床能正常运行所需的一些附加功能,还要考虑相应的修整功能。
由于上述改造要求苛刻,我们不能无限想象,也不宜设计未经验证过的结构,宜采用成熟的结构技术进行合理的优化组合,达到目的。
要实现抖动磨削大致上有两种方法:一种是气门的装夹方向不变,磨削时工作台不动,让磨头增加磨削时与锥面母线相平行方向的往复运动,一款数控锥面磨就是这样;另一种是让工作台作往复运动,磨削时磨头不动,气门的装夹方向就要改变,如图3所示。
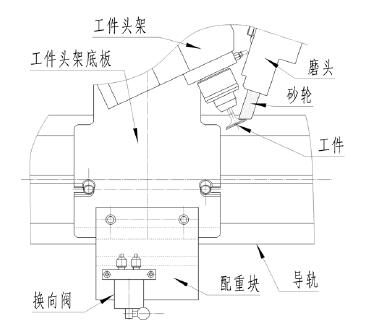
图3 改造后加工方法及相关结构简图
显然,对于前一种方式,我们需要在现有的磨头底盘下增加一层导轨,并且增加实现导轨方向的往复运动所需要的控制、驱动装置。而且增加一层导轨后,磨头轴线会比工件头轴线高,需要垫高工作台,而工作台的已有往复运动功能继续废用。而对于后一种方式,只要更换工件头架底板,参照图3所示安装可旋转的工件头架,来改变工件轴线方向,并增加相应的配重块来平衡工作台两边的重量,使工作台能稳定运行,利用工作台已具备的往复运动功能即可。
对于实现抖动磨削功能的结构选择,不论是从技术角度,还是从经济角度考虑,我们都宜选用图3所示结构。
对于气门的装夹功能,目前有前述的V形块定心装夹法、弹簧锥套定心夹紧法(参见图4)和三辊定心夹紧法等。
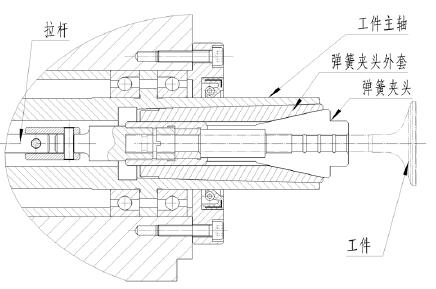
图4 工件(气门)装夹简图
根据我们的调查分析,弹簧锥套夹紧法的装夹最简单、高效,也只有这种方法才能较好地保证重复精度。为了能方便恢复原状,我们保留了原工件头架的外壳,只把内部改成弹性夹紧装置。但是,采用这种方法需要增加拉紧、放松功能,于是我们利用磨床本身具备的液压系统,增加拉紧、放松油缸(装在头架尾部,图中未画)和控制拉紧、放松的换向阀等功能结构。这其中对弹簧夹头及其外套的精度要求是比较高的,因此从成本和可靠性等方面考虑后,我们把这一部分的制造委托给专业厂家完成,长期供应弹簧夹头,而其它零部件的制造和整个装配调试工作由本公司自行完成。
4、效果分析
采用上述方案,花费不足万元就完成了设备改造,设备原值10万元左右,而购置工效和加工产品质量相同的数控设备要花费40多万元。通过设备改造,实现了花小钱办大事。
经过使用证明,机床性能稳定,产品跳动从原来的0.05mm减小到0.03mm,表面粗糙度从原来的0.7μm降到0.4μm,减少了修整调整时间、刹车时间和气门装夹调心时间,工效从原来的班产500支提升到1000支。废品率下降到原来的三分之一,产品精度一致性好。改造完全达到了预期目的,非常成功。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

