
摘要:在钳工装配中,需要依靠工人的手艺作较为精密的加工,而实际工作中,一些工具长期以来不符合省力原则以及人机工程学,给钳工工人的工作带来诸多不便。在积极倡导劳动安全、高效、舒适的大环境下,提出对以下三种常用“I”型钳工工具:铰杠、起子、通孔器进行改造使之成为“L”型,可以省力、方便操作,为钳工的工作效率提高以及工作舒适度的提升带来裨益,避免劳动职业病、减轻劳动疲劳度,以达到人们在生产劳动中安全、高效且舒适的目的。
关键词:钳工装配;工具改造;L型工具;铰杠;通孔器;起子
引言
钳工是机械制造中最古老的金属加工技术,19世纪后在机械制造过程中钳工仍是广泛应用的基本技术。然而,在长期的生产实践与加工改造中,仍有一些工具的设计与制造未能满足省力、便捷、高效的原则。在生产制造工作中,要强调以人为本,同时要注重对工作效率的提高,从细节进行改善。对以下三种 “I”型常用钳工工具的改造,可以在新工具的设计生产中实现,也可以在装配进行时对现有工具进行临时改造,从而为钳工的加工装配带来更高的劳动生产率,减轻劳动疲劳度。
1.问题分析
在钳工中,有经验的工人会因为一些工具不利于操作,临时进行改良。如:①使用铰杠时,会套上一截钢管,加长杠杆以省力。②在使用普通螺丝刀时,当施力空间不够,会临时用热弯或冷弯的方法将螺丝刀前端一部分弯曲,成L型,除省力外,更能获得更大的工作空间,改善工况。③需要用螺栓连接构件,构件之间又存在调整垫片时,垫片易歪斜,挡住孔隙。有的工人师傅直接把螺栓拧入,破坏了调整垫片。这里提出调整垫片以及各零件孔轴的工具:通孔器,使得需要安装螺栓的构件孔处于同一轴线上。一般情况下,通孔器可以用一根尖头的细铁棒代替。但很多时候,螺栓孔高度很低,贴近地面(如地脚螺栓),工人师傅需要弯腰作业,加大工作疲劳度,于是需要对提出的通孔器这一工具进行改进。
以上这些都表明,在钳工装配时,存在一批常用工具,需要从细节和个体出发进行改造,提倡工厂在生产时对现有模具进行适当更换和改进。
2.解决方案
2.1铰杠
铰杠是用来夹持丝锥或丝攻、圆板牙等工具的手工旋转工具。而在目前的钳工车间,铰杠的结构一般如图1所示,为“I”型。在使用中,由于铰杠两端长度相等且没有把手,在旋转需要较大力时,不能满足省力原则。因此只需将一端加长,一般钳工工人加一根圆管套在铰杠上达到省力目的,作者安装把手后,使之成L型如图1,改进后优点如下:
① 根据杠杆原理,加长铰杠旋转时,可达到省力效果。
② 改变手腕施力方向,由人体工程力学,减小工作疲劳度。
③ 对于L型端,进一步改进,其把手可以设置成两种:伸缩型,其附加优点为可调距,对于不同工况不同环境,可调节其长度,利用杠杆原理而省力或方便操作。折叠式(加长端如图2),其附加优点为,便于工具箱整理。

图1 “I”型铰杠改“L”型
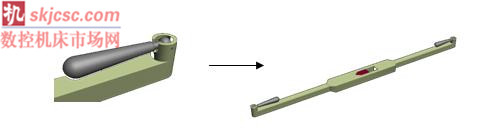
图2 “L”型折叠式铰杠把手设计
2.2螺丝刀
螺丝刀,俗称起子,通常有一个薄楔形头,为“一”型,还有“十”字型。可插入螺丝钉头的槽缝或凹口内。目前,有L形内六角扳手,分为球头和平头两种,其原理是利用其较长的杆来增大力矩,从而更省力。球头可以调整任何角度,而平头不能调整角度,只能垂直用力。球头的发明便于安装、拆卸机器设备。而在实际应用中,大部分情况下,现成的螺丝刀工具为I型。尤其对于乡村企业、工厂,很少有L型起子。当使用间隙较小,使用者的手不能在足够的空间旋转时(如图1中的情况)可人为将螺丝刀弯成“L”型,便于操作。
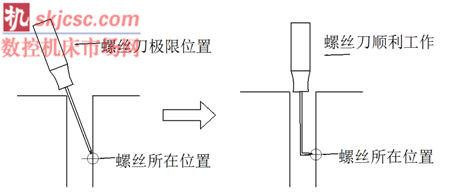
图3 “I”型螺丝刀改“L”型螺丝刀工况
在临时弯曲时,方法如下:①对于含碳量低的起子,可直接在虎钳上弯曲。(冷弯)②对于含碳量高的起子,一般这类起子成本低、批量大,冷弯会断裂。可将弯口处用乙炔燃烧,采用红弯(即热弯)的方式。
2.3通孔器
通孔器是在装配零件对准零件孔的时候,各零件孔轴不在同一轴线时做调整所用。比如在安装螺栓时,调整垫片孔与构件孔不在同一轴线上,发生歪斜,就需要用通孔器调整垫片。钳工安装人员为了快速安装,有时用螺栓直接对孔的调整垫片用手锤锤击垫片,把垫片锤破,这样很容易造成机器漏油。在上文提到,许多时候螺栓孔高度很低,贴近地面,工人师傅需要弯腰作业,增大了工作疲劳度,于是需要对提出的通孔器这一工具进行改进。把通孔器做长,把手处弯曲而成为“L”型,并且前端磨成圆锥形,圆锥形可以用于多种不同孔的螺栓联接。易于掌握并提供更大扭力。这样,不需弯腰或下蹲就可以完成操作。发明并改进后的通孔器即如图4所示。下端可根据工况加长设计。

图4 通孔器样图
3.结语
以上提出的三种工具改造作为钳工装配中小型常用工具改进的代表。由于以上三种工具原始均为“I”型,故统称为“I”型工具,经过改造后,成为“L”型。在工程实践中,考虑到工人师傅的劳动效率和疲劳度,对手工作业的小工具进行改造是必要的,也有一部分改造已成功批量生产,比如内六角扳手由原来的平头改造成球头,便于用各个角度实力。在这里主要提出方便改造的三个,事实上还有一部分有待改造的工具,将在进一步实践中总结研究。
(文自:武汉理工大学交通学院、武汉理工大学工程实训中心)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>立式加工中心巧用宏程序编程与注意事项
- target=_blank>行切法数控铣削大尺寸型腔的快速编程方法
- target=_blank>数控车床台尾新结构探讨
- target=_blank>浅谈龙门刨床电气部分改造
- target=_blank>加工业的持续进步推动山特维克刀片材质的创新技术







