
线切割加工电极丝相对工件位置调整的目的是为了保证切割型腔与工件外形或型腔与型腔之间有一个正确的位置关系,其实质是为了确定加工起点。线切割加工之前,应将电极丝调整到切割的起始坐标位置上,其调整方法有以下几种:
1、目测法
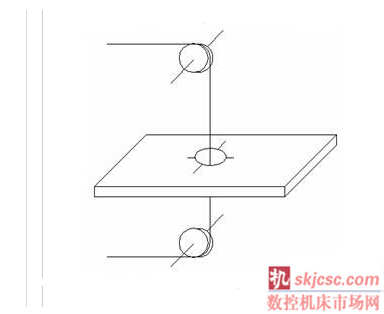
对于加工要求较低的工件,在确定电极丝与工件基准间的相对位置时,可以直接利用目测或借助2~8倍的放大镜来进行观察。下图是利用穿丝处划出的十字基准线,分别沿划线方向观察电极丝与基准线的相对位置,根据两者的偏离情况移动工作台,当电极丝中心分别与纵横方向基准线重合时,工作台纵、横方向上的读数就确定了电极丝中心的位置。
2、火花法
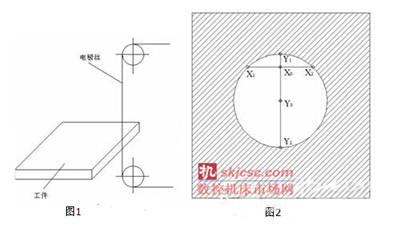
如图1所示,移动工作台使工件的基准面逐渐靠近电极丝,在出现火花的瞬时,记下工作台的相应坐标值,再根据放电间隙推算电极丝中心的坐标。此法简单易行,但往往因电极丝靠近基准面时产生的放电间隙,与正常切割条件下的放电间隙不完全相同而产生误差。
3、自动找中心
所谓自动找中心,就是让线切割电极丝在工件孔的中心自动定位。此法是根据线电极与工件的短路信号,来确定电极丝的中心位置。数控功能较强的线切割机床常用这种方法。如图2所示,首先让线电极在X轴方向移动至与孔壁接触(使用半程移动指令G82),则此时当前点X座标为X1,接着线电极往反方向移动与孔壁接触,此时当前点X座标为X2,然后系统自动计算X方向中点座标X0[X0=(X1+X2)/2],并使线电极到达X方向中点X0;接着在Y轴方向进行上述过程,线电极到达Y方向中点座标Y0[Y0=(Y1+Y2)/2]。这样经过几次重复就可找到孔的中心位置,如图6.11所示。当精度达到所要求的允许值之后,就确定了孔的中心。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>基于机床刀具加工变形研究的铣削工艺参数优化方法
- target=_blank>插齿机主轴精确定位方法
- target=_blank>动态高效获得认可
- target=_blank>海德汉--检测余量智能化铣削04版软件的iTNC530
- target=_blank>典型切削机床能耗模型的研究现状及发展趋势







