
摘 要:在分析电火花加工原理及电极损耗对工件精度影响的基础上,借助慢走丝电火花线切割电极原理,提出了移动更新式电极的理论依据,并对原有电火花设备进行必要改装,配置了移动电极及辅助部件,以便减少电火花加工电极的损耗。通过分析、实验验证该方法合理适用,能够提高电极损耗对电火花加工精度的影响。
电火花加工(EDM)是利用放电腐蚀原理切除材料的一种全新的特种加工方法 。该方法加工过程中工件与刀具并非直接接触,而是使工件和电极之间连续产生脉冲放电、高温熔化、材料去除的过程。主要应用于传统加工方法较难切削的导电材料以及一些复杂形状零件的加工。而加工中由于电极损耗,工件的最终尺寸和形状直接被影响,很难保证加工精度。为了改善电极损耗,很多学者做了大量研究,孙钟明等人 在其硕士论文中针对电极损耗对微细孔、型腔等加工精度的影响,讨论了电极损耗的预测和补偿方法,提出了基于放电模拟的微细电极损耗预测方法,该方法可以很好的模拟小孔加工过程,精确地预测其电极损耗状况,并及时进行补偿,以保证工件加工精度。郝永平等人 针对引信保险机构的组成零件进行微细电火花铣削加工者电极损耗产生的影响进行分析,重点讨论了加工参数以及分层铣削厚度对电极损耗的影响,通过实验证明加工参数越大电极损耗越快,分层厚度越厚,电极的损耗越大,并且达到一定厚度时,电极的损耗将会迅速加快。曾昭奇等人 讨论了微细电火花加工在气体介质中电极损耗的情况,并根据实际损耗情况进行相应补偿,结果证明与油中电火花铣削相比,气中电火花加工时电极损耗更低,加工表面质量更好.王元刚等人 利用电磁场理论及Comsol Multiphysics软件对微细电火花加工圆柱电极的损耗进行了理论分析和计算模拟,指出电场强度能够影响电极形状的变化,在靠近放电点位置和底部电极形状改变后,集肤效应的作用被削弱,为电极损耗补偿策略和加工精度的提高提供了理论依据。尽管很多学者进行了大量研究,但主要集中在电极补偿[6]、电极更换以及介质影响等因素方面,而很少涉及移动更新式电极的应用,所以笔者在电火花慢走丝切割机床的原理 上提出了移动更新式电极方法 ,以减少电极损耗对加工精度的影响。
1、移动更新式电极方法的分析
1.1 移动更新式电极方法提出的理论依据减少电火花电极的传统方法主要考虑了电蚀物的排除、加工参数的选择,加工介质的影响等,这些方法虽然在一定程度上降低了电极损耗对工件加工精度的影响,但仍未能彻底解决电极的损耗以及对工件精度的影响。电火花慢走丝线切割是利用移动铜丝作为刀具进行切割,损耗的铜丝会被回收轮卷
走,取而代之的是源源不断的新铜丝,这样就避免了电极损耗带来的加工误差。由此可以想到,在电火花铣削加工中利用移动的带状电极同样可以避免电极的损耗,即移动更新式电极法由此而生。
1.2 移动更新式电极方法的解析
针对目前特种加工中常用的立式多轴联动电火花加工设备,其主轴(电极固定轴)具有Z轴方向的上下移动,可对工件进行电腐蚀切割,但电极是无法实现实时更新,损耗不可避免,所以结合电火花慢走丝线切割机的原理,在原有电极上另外包裹一层可移动电极(铜带),以便保证电极的无损,这就需要对现有机床提出相应的改装,即在主轴上通过固定装置固定一个配有输带辅动轮和回收主动轮,通过电机控制其输送速度,保证适当的加工速度。加工过程中,机床主轴带动原有电极按照设定路径进行加工,移动电极在伴随着固定电极移动的过程中进行着新旧电极(铜带)的更换,其运行原理简图如图1所示。
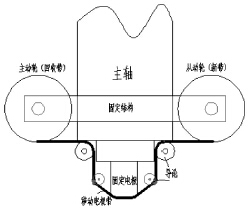
图1 移动带电极简图
由图1可见,主动力即回收轮在电机的带动下进行转动,同时把已经被损耗的电极带收回,而新的电极带被动由从动轮释放加入电腐蚀切割,在电极带你传输过程中,根据电火花机床的结构不同,需要在适当的位置配备大小不同的导论,以便电极带在小力作用下进行移动,防止受力过大使电极带变形而影响切割精度。
2 、移动更新式电极铣削分析
2.1 加工对象
本实验采用铜电极对硬质合金钢工件进行凹槽铣削加工,工件几何特征如图2所示,其中14*3*3为所需加工部分。
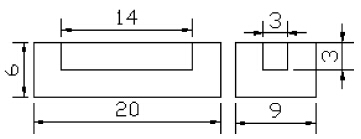
图2 工件几何特征
切割过程分3层进行,每次下降1mm,固定电极为倒角0.5mm 的矩形铜块,方便移动电极带的传输,后期通过相应电极修补工件的尖角部位。
2.2 移动更新式电极对工件精度的分析
结合图1与图2及试验可知在铣削凹槽时,传统电极从凹槽一端开始放电加工,此时工件被加工的同时电极也会被消耗,加工完一层后凹槽底面由于电极的损耗,导致非平面而是倾斜的面。利用新的移动更新式电极加工此工件时,固定电极行走路径与传统电极无异,只是在固定电极进给时,包裹在固定电极上的移动电极带在不断地舍旧更新中,损
耗的旧电极带被回收,同时新的电极带输送到位,这样加工中永远保持无损耗电极在与工件放电加工,所以加工结果能够很好地保证工件的加工精度。
3、 结论
通过本文提出的新方法,在实际加工中加以验证得到:①由于在加工中与工件进行放电的电极始终都是新的电极带,所以移动更新式电极可以避免传统电极由于本身损耗而带来的尺寸及形状误差,能够很好地减少由电极损耗导致工件精度的问题。②由于移动更新式电极在加工中移动电极带要依附固定电极进行传送,所以对于小孔加工无法实现,主要用于铣削加工。③该新法在运行过程中要保持主动轮和从动轮间良好的传送力,防止电极带被大力拉伸导致电极薄厚不均带来不必要的误差。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>山特维克可乐满 一把刀具 多种解决方案
- target=_blank>基于ANSYS 的卧式龙门铣床轻量化设计
- target=_blank>内圆磨床主动测量控制仪的电路设计
- target=_blank>工业机器人关键零部件的难解之题
- target=_blank> XB6140 型卧式铣床人机系统优化的实验研究







