
摘要:文中对西门子可编程控制器(S7-200PLC)和组态软件应用于BX2320 型龙门刨床电气控制系统的改造做了介绍,对系统硬件组成和软件设计进行了阐述。技术改造后,该系统的硬件电路得到了简化,使工作台的进给速度
和刨刀的进刀量直观的显示。
龙门刨床是机械制造业中的主要工作机床。常用它来加工大型机械零件,如导轨、立柱、箱体和机床的床身等部件。BX2320 型龙门刨床,是通过操作站按钮控制机械动作,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的机床。但在实际操作中,能够准确显示工作台的进给速度是非常困难的,特别是在精加工中,刨刀的进给量能够准确地输入与显示也是无法实现的,进而严重地影响加工精度。以往进刀量的调整只能用波段开关,阶梯式的输入,随着工业自动化的发展,对工业智能化程度的要求越来越高,这就需要使用智能化程度高的控制系统来取代传统的控制系统,使电气控制系统的工作更加灵活、可靠,更容易维修,更能适应经常变动的工艺条件。基于这些问题,笔者提出了利用西门子S7-200 和触摸屏对BX2320 刨床电控系统进行技术改造的方案。
1、 触摸屏与交流伺服的接口定义
触摸屏广泛应用在工业中,方便,易于远程控制。采用MT6100iV3 触摸屏和EeayBuilder8000 组态软件配合PLC 来替代电气控制柜上的按钮和选择开关等物理元器件,并且还可以通过触摸屏来监视铣床工作台的进给速度,进刀量以及运行动作情况等。BX2320 刨床的工作台控制器工作原理图见图1。
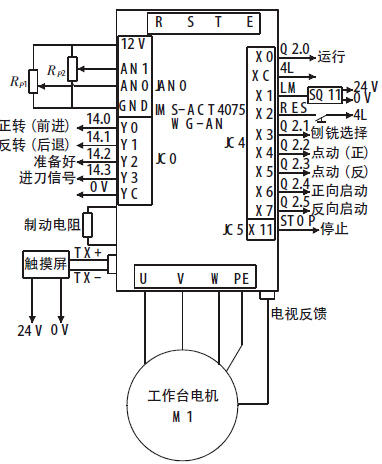
图1 工作原理
电路中采用的IMS-A 系列伺服控制器,功率为75 kW,可编程控制器的输入为I,输出到PLC的信号为Y[1-2], 触摸屏采用威纶生产的10 吋TFTLCD 触控式屏幕人机界面,型号MT6100iV3,该触摸屏的特点,一是10"800×480 TFT LCD;二是无风扇冷却系统;三是内建储存内存及万年历;四是NEMA4/IP65 面板防护等级;五是LED 背光;六是USB Host 及USB Client 下载;七是内建电源隔离防护器;八是COM1 及COM3 的[RS485] 2W 支MPI 187.5K,但同时间只能择一使用。触摸屏与伺服控制器的连线电路简单,外接DC24 电源,通信协议为Modbus,接口[RS485],连线简单通讯可靠。
2 、触摸屏的组态及仿真
2.1 EeayBuilder8000 组态编辑
EeayBuilder8000 组态编辑EasyBuilder8000 (简称EB8000) 是台湾威纶科技公司开发的新一代人机界面软件,适用于该公司MT8000 和MT6000 系列所有型号的产品。通过对系统的分析,在该系统中,依靠EB8000 系统设计组态画面,实现对系统操作和监控。
点击工具条上的“数值显示”按钮,打开“数值显示元件属性”对话框。在“一般属性”选项卡中,设置“读取地址”为1#fe7a,二进制数,读取字数为l 。PLC 名称为IMS SERVO。数值显示的格式与图2 中的相同。在数值显示元件的左边和右边,分别生成文本“快速移动速度”和“mm/min”。

图2 数值显示元件的组态图
2.2 触摸屏的运行与仿真
设计好触摸屏的画面后,如果没有触摸屏,但是有PLC,可以用PLC 的下载电缆连接计算机RS-232C 串口和PLC 的通信接口,进行在线仿真,用计算机上出现的仿真触摸屏实现真实触摸屏的功能。这样方便了工程的调试,节省调试时间。仿真也是完善触摸屏的画面组态和调试的重要途径。如果要在线仿真,需先保存组态文件,再执行“工具”→ “编译”,然后把软件管理器调出来,方法是“开始” → “程序” → “EasyBuilder” →“EasyManager”,软件管理器EasyManager,集中管理上载,下载,在线仿真,见图3。
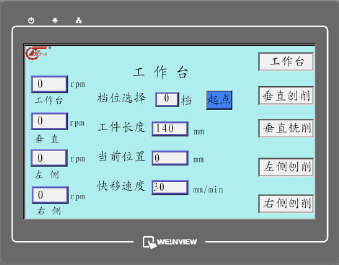
图3 垂直刨削仿真界面图
该界面中能够清楚显示工作台的速度,垂直、左侧和右侧的速度,设置工件的长度,工作台当前的位置,步进速度的设定,档位选择都能够直观表示出来[3-4]。
3、 结束语
文章所述方案是对原先加工过程中无法准确显示进给速度和控制进刀量,系统进行伺服与触摸屏改造而成,该套方案已在6M 重型龙门刨床上成功应用,运行可靠,用户反馈使用效果良好。并有新的用户签购该控制方案的重型龙门刨床,取得较好的经济效益和社会效益。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>PLC在万能铣床电气控制中的应用初探
- target=_blank>数控铣床导轨加工技术研究
- target=_blank>新型 MEP 工艺可为更深的孔径去除毛刺
- target=_blank>新一代山高 Jabro®-Solid2 立铣刀大大增强粗加工和薄壁加工作业的性能
- target=_blank>数控旋风铣床上工件多点支撑的控制方法







