
摘要: 通过对传统T68 镗床控制系统的分析, 提出了选用西门子S7-300PLC、西门子MM420 变频器对T68 镗床控制系统的自动化改造方案, 并给出了详细的硬件和软件设计过程,改造后系统具有控制线路简单、可靠性高、易维护等特点,另外镗床控制电路的稳定性和自动化程度也得到提高,生产效率也相对提高,对相关企业具有实践指导意义。
关键词: PLC; 变频器; 镗床
1、 T68 镗床简介
(1)T68 镗床的主要结构及改造前的电气原理T68 镗床是由床身、工作台、前立柱、镗头架、后立柱、上下滑板和尾架构成。
床身是个整体铸件,一端固定有前立柱,前立柱的垂直导轨上装有镗头架。镗头架可沿着导轨垂直移动。镗头架里集中装有主轴、变速箱、进给箱与操纵机构等部件。切削刀具固定在镗轴前端锥形孔里,或装在花盘的刀具溜板上。工作时,镗轴一边旋转,一边沿轴向作进给运动。花盘只能旋转,刀具溜板可作垂直于主轴轴线方向的径向进给运动。后立柱的尾架用来支承装夹在镗轴上的镗杆末端,它与镗头架同时升降,两者的轴线在一条直线上。后立柱可沿床身水平导轨在镗轴的轴线方向调整位置。安装工件的工作台安装在床身的导轨上,由上下滑板与可转动的台面组成。工作台可以进行平行和垂直于镗轴轴线方向的移动和转动。
T68 型卧室镗床运动形式有3 种:主运动、进给运动和辅助运动。
继电器控制的T68 镗床电气原理如图1 所示。
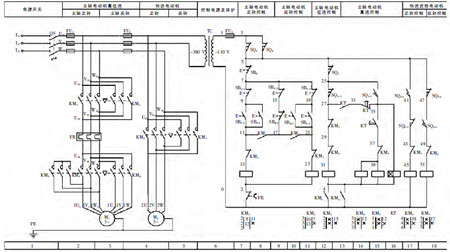
图1 继电器控制的T68 镗床电气原理图
(2)T68 镗床工作原理
①主轴电机M1 的正反转及点动控制按下正转控制按钮SB1 或者反转控制按钮SB2,接触器KM1或者KM2 通电吸合并自锁。主电路中KM1 或者KM2主触头闭合,为电动机M1 正转或者反转准备;
②主电动机M1 的变速控制电动机需要运转必须将接触器KM3 或接触器KM4 和KM5 通电吸合。KM3 的吸合, 电机M2 接成三角形低速运转,KM4 和KM5 的吸合, 电机M2 接成双星形高速运转。变速控制由变速手柄操作;
③变速冲动在镗削时发现运转速度不合适,将变速手柄拉出,这时手柄将压住位置开关SQ2,使SQ2 断开,无论KM3 或KM4、KM5 均断电,电动机立即被制动,选择好转速后,将手柄推进去,SQ2 将复位;
④快速移动控制镗头架在前立柱垂直导轨上升降、工作台、尾架和后立柱的水平快速移动。当位置开关SQ5 压合,接触器KM6 通电吸合,电动机M2 正转。当位置开关SQ6 压合,接触器KM7 通电吸合,电动机M2 反转;
⑤安全保护联锁其中SQ3 受快速移动手柄操作,SQ4 受主轴和平旋盘进给手柄操作。当2 个手柄中只有一个处于“进给”位置,则SQ3 或者SQ4 压合,由于SQ3 和SQ4 是并联的,所以压合一个,另一个仍然可工作。若是正在快速移动,同时镗头在进给,则SQ3 和SQ4 都被压合,控制电路断电,机床停止工作。
(3)T68 镗床原系统存在的问题及改造思路传统T68 镗床采用继电器、接触器控制存在电路复杂,动作速度慢、可靠性差、故障诊断与排除困难等缺点,针对这一现象,在集成电路、计算机技术基础上发展起来一种新型工业控制设备,可编程控制器。它具有可靠性高,抗干扰能力强,组合灵活使用方便,功能强通用性好等优点。本文将详细介绍利用西门子S7-300PLC 对镗床的控制电路进行改造的方案,并给出详细的硬件和软件设计过程。传统T68 镗床加工过程中要实现调速,利用的是继电器、接触器的断开与导通来控制电机不同的运转情况,当电机通过这样的控制方法来实现高低速运转时,将会产生很大的电流。这个电流值将增加电机绕组的电应力并产生热量, 从而降低电机的寿命。而变频器调速性能好,控制精度和调速的平滑性很高,通用性强,且调速范围广,能满足任何工况运行对传动速度范围和精度的调节要求,实现平滑无级变速。电机的维护成本得到降低,利用变频器来实现镗床主轴电机高低速运转具有实际意义,本文将详细介绍利用西门子、MM420 变频器对传统T68 镗床主轴电机进行控制及调速的设计过程。
2 、T68 镗床系统改造的硬件设计
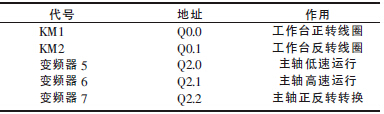
(1)T68 镗床系统改造后的PLC 输入输出T68 镗床系统改造后的PLC 输入、输出如表1、表2 所示。
表1 T68 镗床改造后TCL 输入表
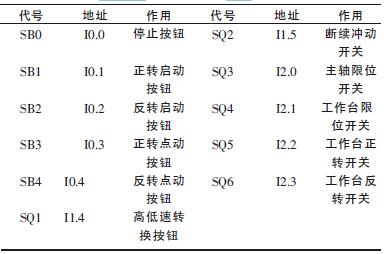
表2 T68 镗床系统改造后的PLC 输出表
(2)T68 镗床系统改造后的电气控制线路
T68 镗床系统改造后电气控制线路如图2 所示。
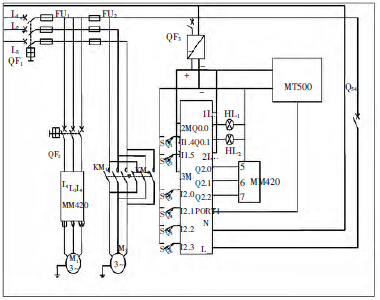
图2 T68 镗床系统改造后的电气控制线路图
3 、T68 镗床系统改造的软件设计
(1)变频器参数设置
PLC 控制变频器驱动电动机高低速正反转操作步骤:
参数设置目标:P0003=2,P0700=2,P0701=16,P0702=16,P0703=12,P1000=3,P1001=20.00 (低速运行频率为20 Hz),P1002=30.00(高速运行频率为30 Hz),P1120 (加速时间)=1.50 s,P1121 (减速时间)=1.00 s。
①将变频器参数恢复出厂设置;
②按P 键,显示“r0000”,按邙键至P0003,按P键显示“1”, 按按邙键调整至“2”, 按P 键显示“P0003”(以下参数设置步骤参考本步);
③按邙键至P0700, 由于变频器参数恢复出厂设置后该参数默认为“2”,所以无需设置本参数;
④按邙键至P0701,将参数设置为“16”;
⑤按邙键至P0702,将参数设置为“16”;
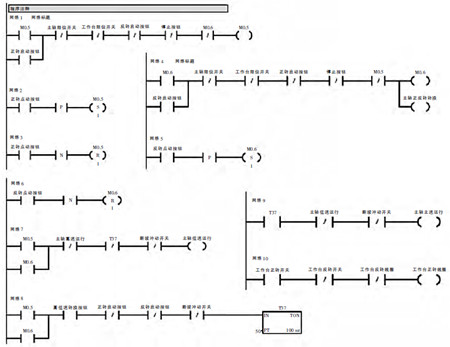
图3 PLC 程序设计
4、 结语
本文采用西门子S7-300PLC、西门子MM420变频器对T68 镗床的控制系统的进行了自动化改造,改造后镗床的控制电路体积变小,可靠性提高,实际生产运用中对镗床的维护和改造会更加方便,降低了维护成本。此外,也提高镗床控制电路的稳定性和自动化程度, 可以延长镗床的使用寿命,提高生产效率,因此,对T68 镗床的改造具有实际的应用价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>双轴镗床镗杆改造研究与应用
- target=_blank>提高加工中心生产效率及质量的途径研究
- target=_blank>数控磨床的六个加工基本常识
- target=_blank>典型零件的加工工艺及其优化
- target=_blank>螺旋锥齿轮加工刀片失效分析及改进设计







