
液压原木旋切机床的数控化改造设计研究
摘要:科学技术的进步使得传统的液压原木旋切机床已经无法适应时代的发展,对其进行改造能够极大程度的提高其运行效率,同时也能够最大程度的保证其性能。文章主要论述的是有关液压原木旋切机床的数控化改造设计的问题。首先,文章对机床数控化改造需要考虑的因素进行了分析,继而在此基础上对其数控化改造方案进行了阐述,最后,根据对全文的总结,文章又提出了液压原木旋切机床数控化改造需要注意的问题进行了简要的概述,希望通过文章的论述,能够使液压原木旋切机床数控化改造技术得到进一步的优化与完善,从而更大程度的保证改造效果。
关键词:液压原木旋切机床;数控化改造;设计
液压原木旋切机床板材加工在我国的存在已经经历了很长的时间,在传统的工艺下,数控化还未被应用其中,因此其加工过程往往具有精度低的特点,同时其效率也无法得到很好的保证。随着科学技术的不断发展,数控化技术也开始出现在人们的视野中,将其应用到液压原木旋切机床板材加工过程中,完成机床的改造,对于其性能以及精确度的提高都具有重要价值,因此,有必要针对这一问题进行研究。
1、机床数控化改造应考虑的因素
机床数控化改造过程中需要考虑的因素有很多,性价比、旧机床的性能、旧机床随机技术资料的分析以及改造内容与考核标准都是必须要考虑的问题,以下文章分别针对上述因素进行分析。
1.1 性价比
性价比是任何领域在工作中都必须注重的问题,高性价比能够极大程度的降低企业的成本,对于其经济效益的提高具有很重要意义,在机床数控化改造过程中,性价比同样是需要考虑的主要因素。在机床数控化改造之前,工作人员需要对市场上同种数控机床的价格以及性能进行考察,要将价格与性能两者结合起来对数控机床进行分析,而针对性价比较为类似的数控起床而言,主要应考虑的便是其供货时间,总的来说,供货时间能够与现实需要相吻合的数控机床可以被优先考虑。通常情况下,小型数控车等设备往往价格不高,对其改造的费用与购买新设备的费用不会存在太大的差距,因此,没有必要针对这一部分机床进行改造,可以将其替换为新设备。
1.2 旧机床的性能
旧机床往往会存在很长的闲置时间,在这段时间内,其性能及精度等必定会极大程度的降低,想要对其进行改造,就必须要针对其性能进行分析,一旦发展存在性能无法满足实际需求的情况,必须要对其进行修复,以使其能够最大程度的与实际改造需要相符合,这对于改造工作的顺利完成具有重要价值。
1.3 旧机床随机技术资料分析
有关旧机床的技术资料对于改造工作具有重要价值,从某种程度上讲,对其随机技术资料的分析有利于为改造工作提供参考。总的来说,需要分析的资料主要包括以下几点:
第一,要对机床的外观进行仔细检查,以便及时发现其中的缺陷,在发现缺陷时要做好记录工作。第二,要对机床的润滑油进行检查,对于不能符合实际需要的润滑油,要及时对其进行更换。第三,要对机床的动作进行检查,一旦发现动作中存在不连贯以及不灵活的现象,一定要做好记录工作,并及时对其进行维修。第四,要对机床的工作精度以及几何精度进行检验。
1.4 改造内容及考核标准
改造内容具有复杂性的特点。首先,要对机床的原功能进行恢复,针对存在故障的机床,要通过维修以恢复其功能,而对于维修费用与购买费用类似、或维修费用大于购买费用的机床而言,可以直接通过购买新的机床将其替换。其次,NC化对于机床数控化改造也十分重要,对普通机床进行改造的目的也是为了使其成为NC机床。再次,要做好翻新工作,要对性能无法满足NC系统的机床的系统进行更新。最后,要提高改造技术的创新性,要最大程度的提高机床的性能以及运行效率。
针对改造的考核标准而言,需要注意以下考核标准:首先,要将改造的费用控制在新购进机床价格的30%以内,同时其使用效率也要达到新机床的70%~80%之内。其次,要将数控化改造的投入回收期控制在一定范围内,一般而言需要使其低于购买新机床的回收期的一半以下。
2、液压原木旋切机床数控化改造方案
对液压原木旋切机床数控化的改造需要按照一定的方案进行。针对无卡轴液压传动原木旋切机床的数控化改造而言,其主要思路为把剥木进给刀架的控制方式由液压控制方式改为交流伺服电动机控制方式。这一改造过程需要采用原木旋切机床专用的NC控制器来完成,需要注意的是,对NC控制器的应用需要遵循一定的原则,要严格按照相应流程进行。
文章中设计的数字旋切机床控制器的系统框架图及其功能图,如图1和图2所示。
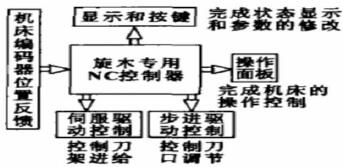
图1 系统框架图
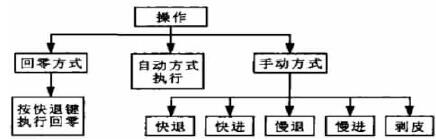
图2 系统功能图
通过对数字旋切机床控制器的系统框架图及其功能图的分析可以看出,旋切原木控制系统的核心部位为旋木专用NC控制器,控制器中会包括显示以及按键的部分,用来对参数进行修改与完善。同时包括控制面板,设置控制面板的主要目的是为了完成对机床的操作控制。另外,伺服驱动控制以及步进驱动控制也是系统的重要组成部分,前者的主要功能是控制刀架进给,而后者的主要功能则是控制刀口调节。
通过系统功能图可以看出,其操作过程主要包括回零方式、自动方式执行以及手动方式三种。其中回零方式能够按快退键执行回零,相对于回零方式而言,手动方式能够实现的功能有很多,主要包括快进、快退、慢进、慢退以及剥皮五种功能。
3、液压原木旋切机床数控化改造需要注意的问题
在液压原木旋切机床数控化改造设计中需要注意的问题有很多,其中伺服驱动器及其电动机的选择、恒力控制的实现以及速度匹配控制中的控制算法对于改造过程均具有重要价值,以下文章主要针对上述三点需要注意的问题进行了简要的分析。对液压原木旋切机床数控化改造设计中需要注意的问题的了解对于改造过程的顺利实现具有重要价值,同时也是改造效果能够达到最好的主要保证,因此,有必要针对这一问题进行分析。
3.1 伺服驱动器及其电动机的选择
对伺服驱动器及其电动机的选择是在液压旋切机床数控改造过程中必须注意的一项问题,总的来说,旋切机床在运行以及改造的过程中需要的功率较大,而功率的保证需要伺服驱动系统的保证才能完成,就目前的情况看,市场上能够满足旋切机床改造的伺服驱动系统十分短缺,国外存在能够达到相应要求的设备,但从国外引进对于成本的要求极高,因此,可以选择国产的伺服驱动系统,通过一系列的改造去使其能够满足相应需要。对此,可以选择两台4 kW的电动机及其伺服驱动器,通过两者的配合使用,能够使功率被有效的满足,同时也能够最大程度的使成本得到控制,这对于旋切机床改造工作的顺利完成具有重要价值。但要认识到,想要使两者伺服驱动器能够同时发挥作用,就必须要实现对两者的同时控制,这需要工作人员特别加以重视。
3.2 恒力控制的实现
恒力控制的实现也是必须要注意的一项问题。通常情况下,恒力控制的实现并不困难,仅仅通过为伺服驱动器发出转矩信号便可以完成,但想要在两台伺服电动机下实现恒力的控制,其难度便会相对较高,总的来说,需要控制的内容包括以下两点:首先要控制两台伺服电动机,使其能够达到位置同步,其次,要在上述前提下进行恒力控制。这就要求伺服驱动器不应仅仅能够满足发出转矩信号的功能,同时还要控制输出位置的脉冲。一般而言,在最开始的位置,脉冲需要被快速输出,这时指令位置与实际位置必定会存在一定程度的偏差,对此,需要将偏差值控制在一定范围内,并保持其恒定。在恒力控制结束时,位置脉冲的输出便会被停止,而此时,工作人员需要对指令位置以及实际位置进行考察,计算出两者的偏差值,并将偏差值与标准值对比,如果小于标准值,则必须要对其进行调整。
3.3 速度匹配控制中的控制算法
在速度匹配控制中,控制算法必须要得到足够的重视。无卡轴原木旋切机床在旋切过程中,往往会带动原木旋切滚筒的运行,滚筒的运行具有一定的角度,在角度恒定时,如果传动比确定,那么便可以得出电动机运行所需要的转速,总的来说,可以将原木的速度设置为VM,同时可以将其直径设置为DM,滚筒的速度为VG,滚筒的直径为DG,电动机以及丝杠的传动比为λ,丝杠螺距可以设置为L,剥板的厚度可以设置为H,伺服电动机的速度为VS。设置完成之后,可以通过以下公式来完成计算:
①原木线速度与滚筒线速度:
vM*DM=vG*DG;vM=(vG*DG)DM
②传动关系:
vs=(2*vM*H)/λ
将(1)与(2)结合到一起可以得出以下公式:
vs=(2*vG*DG*H)/(λDM)
根据这一公式便能够完成控制计算过程。
4、结语
通过上述文章可以看出,对液压原木旋切机床的数控化改造已经成为了当前这一领域发展的主要趋势,传统的机床由于具有效率低的特点,因此已经无法适应时代的发展。具体改造过程中,所包含的内容有很多,这需要改造方面的工作人员一一的去对其进行了解,除此之外,改造过程还必须要按照相应的方案来进行,这是保证改造过程顺利进行的基础。最后,在改造过程中,还应注意伺服驱动器及其电动机的选择以及恒力控制的实现与速度匹配控制中的控制算法的问题,这样才能最大程度的保证改造效果。
参考文献:
[1] 潘月斗,许镇琳,徐东桂.液压原木旋切机床的数控化改造设计[J].机床与液压,2006,(7).
[2] 方勇.基于C630车床数控旋压机床改造的研究[D].合肥:合肥工业大学,2007,(6).
[3] 许伟才,孙秀娟.数控液压单卡轴旋切机的设计创新[J].林业机械与木工设备,2015,(2).
[4] 李建东.智能型旋切定心机器人中定心优化研究[D].哈尔滨:东北林业大学,2001.
[5] 孙义刚.国内首台(套):数控液压双卡轴旋切机[J].现代制造技术与装备,2010,(11).
[6] 袁旭.数控带锯跑车软件系统的研究与实现[D].哈尔滨:东北林业大学,2007,(5).
[7] 邵光智,王成瑞.数控液压双卡轴旋切机的设计创新[J].林业机械与木工设备,2010,(11).
[8] 陈磊.原木无卡轴旋切机自动控制系统的研究[D].南京:南京林业大学,2006,(6).
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控机床设备管理应用中的故障诊断和维修
- target=_blank> GH410型雕铣机床系统控制改造
- target=_blank>深孔钻镗床输油器系统结构的优化设计与研究
- target=_blank>Z3040 型摇臂钻床电气控制系统的PLC 改造
- target=_blank>B5050K插床功能技术改造
名企推荐







