
电火花加工TC4 钛合金工件试验研究
摘要:TC4 钛合金广泛应用于航天航海等领域,其需求量较大。本文通过对TC4 钛合金进行电火花正负极性加工,绘制了因数指标趋势图,分析了四种电参数对表面粗糙度的影响及其原因,得到了正极性加工可以获得较好的表面粗糙度的结论。
关键词:电火花加工;TC4 钛合金;正交试验
1.绪论
TC4 钛合金由于其比强度高、密度小、机械性能好、韧性和抗蚀能力强等优点被广泛用于各个领域。由于TC4 钛合金的导热性差、黏性大、切削加工性也较差,在常规机加工时常产生较大的形变[1]。而电火花加工只与材料的热学特性有关,属于非接触式加工,无宏观作用力,无明显的划痕,加工精度和效率较普通机加工有很大的提高[2]。本试验主要的目的就是如何能够高效地加工TC4 钛合金,使其具有较好的表面精度。
2.电火花加工机理
常规电火花加工是在合适的工作介质内,两电极之间产生脉冲性火花放电,在放电通道内产生瞬时高温高压熔融甚至汽化材料,实现去除目的,也称为放电加工或电蚀加工[2]。
3.常规电火花加工TC4 钛合金试验研究
利用正交试验法[3]进行常规电火花加工分析,在正负极性加工条件下,总结脉冲宽度、脉冲间隔、峰值电压、峰值电流对表面粗造度的影响规律。加工现场如图1 所示。
由极差分析得到如图3 所示的因数指标趋势图。
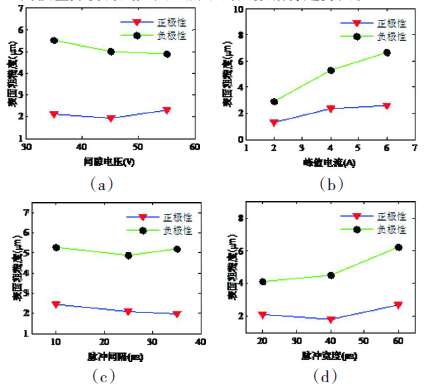
图3 常规电火花电参数对表面粗糙度的影响
图3 为不同极性对应的四种电参数分别再同一水平下的表面粗糙度变化趋势图,由图(b)和图(d)可以看出曲线的变化率要比图(a)和图(c)明显,这说明无论正负极性加工,峰值电流和脉冲宽度是影响表面粗糙度的主要因素,间隙电压和脉冲间隔是次要因素,而且在图(b)和图(d)中,负极性条件下的峰值电流脉冲宽度影响的变化率又明显比正极性的大。
在正负极性条件下,由图(b)可知,两条曲线前半段的变化均表明粗糙度随着峰值电流的增大而变差,并且上升的势头很明显,但是当达到一定值后,后半段曲线的增长速度又趋于缓慢;由图(d)可知,变化曲线在正极性环境中,呈现先减小后增大的趋势,而在负极性环境中,变化曲线呈现直线上升趋势,因此,在脉冲的选择上应考虑极性的影响。峰值电流和脉冲宽度的增加实际上是使单个脉冲的能量增强,最初,单位时间内正极性加工中,到达工件表面的负电子数目和负极性中正离子量是大致相同的,但是正离子的质量远大于负电子的,随着电流和脉宽的渐渐增加,相同数目的正离子带有的能量远超于负电子的,对工件表面的碰撞作用同样远大于负离子的,在负极性加工条件下,工件表面粗糙度比正极性加工的要差。
由图(c)可以看出,负极性加工的曲线先减小后增大,但是波峰和波谷差值可以近似忽略,即对表面粗糙度的影响较小。正极性加工的曲线先下降后上升,但是总体是降低的。增大脉冲间隔使工作液介质有足够的时间进行消电离,同时在一个放电周期内,减少了脉冲宽度的时间,削弱了脉冲能量,带来了表面糙度的提高,即所谓的慢工出细活。由图(a)可知,间隙电压在负极性条件下呈现平缓下降趋势,正极性变化近似趋于直线,因此其对表面质量影响较小。
综上所述,无论加工过程中电参数如何选择,正极性表面粗糙度优于负极性的总趋势保持一致。
4.结论
本文主要分别在正负极性条件下,进行了常规电火花的加工试验,通过极差分析,绘制了因素指标趋势图,并分析其原因。在正极性条件下,TC4 钛合金工件的表面粗糙度明显好于负极性加工条件下的,该结论具有重要的实践与理论意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>博世力士乐全电子控制泵引领未来行走驱动行业
- target=_blank>改进换刀点设置提高数控车床的加工效率的研究
- target=_blank>电火花高速小孔机加工工艺研究
- target=_blank>机器臂悬臂支撑结构的优化设计
- target=_blank>错齿内排屑刀具深孑L/Jn工中的刀具振动特性对孔圆度形貌的作用机制
名企推荐







