
宏程序在异形特殊螺纹数控车削加工中的应用
摘要:介绍了圆弧螺纹和异形螺纹的概念和特点,设计了异形特殊螺纹加工宏程序流程图,对异形特殊螺纹数控车削加工刀具选择、夹具选择和加工方法等方面进行了分析,最后举出具体加工实例并利用基本指令争宏程序配合编写出该零件的加工程序。
关键词:宏程序;特殊螺纹;数控;车削加工
0.引言
在一些螺旋传动机构和塑料制品螺纹联接中.常采用大螺距的特殊螺纹.目的是为了提高螺纹强度,获得更好的密封性。特殊螺纹可分为圆弧螺纹和异形螺纹,圆弧螺纹是非标准的螺纹.也称为圆弧螺旋形。以大径和螺距来表示大小,牙型为圆弧形。是由两圆弧和一直线连接而成。牙型角a=300.牙粗、圆角大。螺纹不易被损坏,常用于容易生锈或接触污物的场合;异形螺纹,其牙型异形,几何形状特殊。加工工艺复杂。是数控车削加工中难加工的螺纹之一。
1.异形特殊螺纹加工宏程序流程图设计
由于异形特殊螺纹牙型特殊、螺距大、宽度大、车削时切削力大、精度不容易控制等特点。难以使用螺纹切削基本指令编程.也难以利用CAM软件编程实现其加工。通过实践,发现把螺纹切削基本指令和宏程序结合起来编程加工异形特殊螺纹.是该类零件加工最实际、最有效的一种方法。宏程序具有灵活、通用、智能等优点。数控加工中被广泛应用。对于复杂零件的编程.事先要设计加工流程图来指导编程人员分析、设计、检查宏程序。以期少走弯路,编制出合理的加工程序。宏程序加工流程图设计是根据加工工艺路线,提取出变量,然后根据变量变化规律,建立循环体并确定循环流出条件,是程序设计人员对解决零件加工工艺问题时,方法、思路或算法的一种描述。一般包括顺序、选择、循环3种基本结构,异形特殊螺纹数控车削加工宏程序设计流程如图1所示。
2.异形特殊螺纹加工工艺分析
(1)刀具选择
刀具的选择应根据牙型来确定。切削深度较小的特殊螺纹可选择角度较小的尖刀或偏刀(如300、350尖刀或偏刀),加工的螺纹牙型表面较粗糙,精度低,可通过减小步距提高加工精度。但增加了切削次数,延长了加工时间,效率较低,在具体实践中。应适当选取步距,兼顾精度和效率。若是带有弧形的异形特殊螺纹,可选用圆弧刀.但要注意圆弧刀半径要小于弧形曲率半径,否则易出现干涉现象。
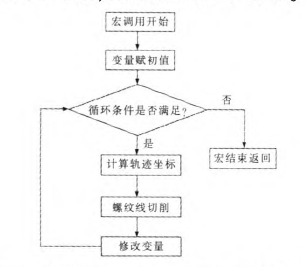
图1 特殊螺纹数控加工宏程序设计流程图
(2)夹具选择
一般情况下采用三爪卡盘装夹.若是在细长轴类工件上加工异形特殊螺纹.则需采用三爪卡盘和活动顶尖配合.采用一夹一顶方式进行装夹。由于切削力作用有时为了防止工件产生轴向位移.必须利用工件的台阶做限位支承。
(3)异形特殊螺纹加工方法分析
异形特殊螺纹具有牙型深、宽度大、螺距大特点,从而使切削余量和切削抗力也较大,在加工时宜采用低速分层拟合车削。具体来说,就是将螺纹牙型深度按一定的数值分成若干层分别加工.通过不断改变刀具起点位置逼近实际螺纹轮廓。
(4)力1512中应注意的问题
①要根据不同情况。合理选择刀具角度和刀具圆弧半径,防止发生干涉现象;
②编程中采用恒转速G97指令和每转进给G99指令加工:
③粗、精加工时,转速必须一致,否则会造成乱牙现象,建议转速在300 r/min以下:
④加工时,要保证零件有足够的装夹强度,以免因振动引起崩刀:
⑤粗车后,表面粗糙度值较高,应留合适余量进行精车.以去除残留在表面的毛刺等。
3.异形特殊螺纹加工实例
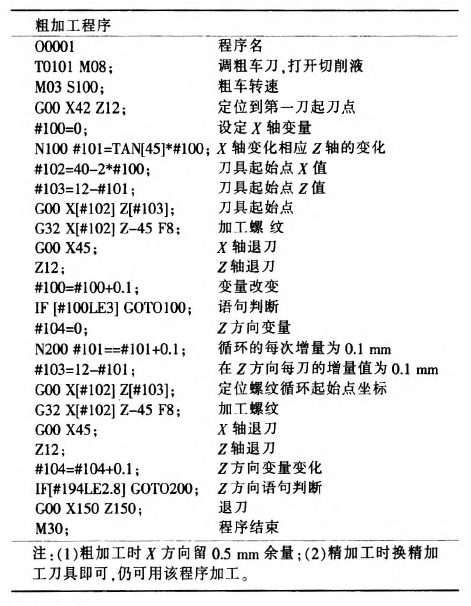
异形螺纹型芯如图2所示。参考加工程序如表1所示。
4.结语
在对被加工零件刀具、夹具、加工方法正确分析的情况下.利用螺纹加工基本指令和宏程序结合编程,不仅能够简化程序,提高编程效率,实现零件加工要求,而且程序通用性、智能性好。完成了一些用CAM软件无法加工的异形螺纹的编程.为类似问题的解决提供了参考。
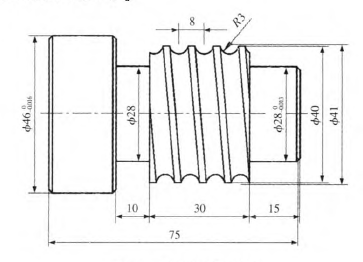
图2异形螺纹型芯
表1零件加工程序
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控机床主轴系统衰变监测技术
- target=_blank> 西门子802D在仿形铣床系统改造中的应用
- target=_blank>数控系统主轴定向功能的实现与应用
- target=_blank>初学普通车床常见问题分析
- target=_blank>刀杆外径对热缩刀杆与刀具配合的力学特性影响分析
名企推荐







