
摘要:随着科技的迅速发展,工业生产方式有了巨大变化,从以前手工作坊劳动,逐渐向着自动化、智能化迈进。在机械加工中,有不少企业仍旧采取人工换刀模式,这种模式不仅效率低,而且精确度也不够高。为了满足新形势下加工制造需求,自动换刀装置在加工制造中的作用显得越来越重要。
关键词:数控铣床;自动换刀;刀库装置
虽然五轴、六轴数控在我国的应用越来越普及,但该企业经济以及历史等原因,导致数控铣床仍旧存在于各大机械加工企业之中。数控加工和数控铣床,两者最大的区别便是数控加工中具备自动换刀刀库装置,然而数控铣床却不具备自动换刀功能,所以需要不断地进行手动换刀。
1 、数控铣床自动换刀设计
1.1 选择刀库结构
现代数控机床中,刀库配备的类型有直线排列式、夹臂式、转塔式、圆盘式、斗笠式以及链式刀库等。中小型机械臂换刀主要有直线排列式、夹臂式以及斗笠式刀库等。转塔式刀库其结构较为紧凑,适用于全功能数控车床、经济型数控车床以及车削中心。圆盘式中刀库的结构较为复杂,但其工作性能极高,在中型加工中应用最为普遍。链式刀库其结构也较为复杂,适用于大型加工以及刀库数量大的加工中心。从结构的复杂程度、制造的难易程度、经济性能等各方面充分考虑,最终运用直线排列式进行设计,其本身结构简单,不用添加一些动力装置,使得机床工作台以及主轴之间可以互相移动进行换刀,符合此次换刀需求。
如图1 所示,刀库应该固定于工作台的左侧,将占用工作台X 轴的一部分。为了使整个编程明了、简单,应该将所采用的刀具以及刀库刀位进行一一对应,1 号刀一定要装在1 号刀库上面,2 号刀要装在2 号刀库上面, 以此类推,要严格自信地装刀,一旦装错将会引起刀具之间的干涉。
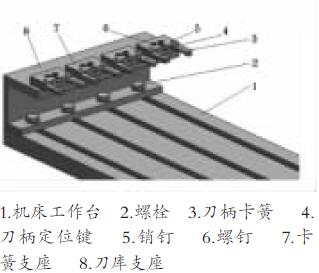
图1 刀库结构图
1.2 换刀过程
第一,应该判断储存单元中目前刀具号和换刀的质量是否符合,若符合则换刀完成,若不符合,则进行下一步换刀操作;
第二,将工作台以及主轴移动至主轴的上刀具,依据号码将之放回刀库之中;
第三,主轴以及工作台主动抓取一些新的刀具;
第四,刷新主轴刀具的号码储存单元;
第五,再次进行循环,若主轴当前刀具号码和换刀的号码相符合,则换刀完成。
2 、实现机床换刀
想要实现换刀, 应该通过参数设置、修改PMC 控制程序以及换刀程序这三个方面来完成。将参数6071设定成6,在执行M6 换刀指令过程中, 应该充分调O9001的宏程序,并且以此来实现M06 的换刀指令。查看一下机床系统中PMC 的梯形图,使紧刀、松刀两个辅助性指令分别为M72、M71, 系统定义M81 控制中间的继电器R0531.1 来实现其最终的功能,而此处已经将M81定义成了功能指令。为了充分体现出机床功能逻辑以及宏程序之间的关系, 就要修改FUNAC 系统中PMC的程序。程序中主要采用永久性数据表来储存D0000储存主轴是当前刀具号,其中D0200储存T指令的刀具号。
3 、刀库完成改装,运行调试
刀库改装完成之后,便进入了调试阶段,刀库要达到设计需求,能够最大程度地提高生产效率,不用增设其余的动力装置,而且改装成本低,可以充分扩展出数控铣床原本的功能。然而经过试验之后,其中仍有一些不足之处。
首先,过于侧重考虑成本、结构两个方面,刀库中并未设置太多保护装置。所以,若操作不熟练的工人操作时,很有可能会出现一些事故,想要彻底解决这一问题, 应该在刀库位置上设置一些检测开关,以此来检测刀库中是不是有刀,进而避免了在非空刀位上面摆放刀具; 其次,刀库中并未设置保护罩,因此,铁屑和切削液都极易污染刀库,从而影响换刀的精度。也可以通过在刀库北向加工区安装以及增加保护罩的方法处理此类问题;本刀库中绝大多数的连接方式都是硬链接,没有一定的弹性,所以,换刀过程应该将放刀、抓刀两端用低速度来接近,进而影响了换刀的效率, 而正常换刀时间约为20秒;最后,从理论的角度来讲,本刀库中能够容纳无数把刀, 然而工作台位十分有限,导致刀具的数量较多,进而变得复杂,因此在本刀库中,最多不能超过五把刀。
4 、结束语
自动换刀装置是数控加工中重要的组成部分,自动换刀装置的质量将会直接影响最终的加工质量。自动换刀装置结构、加持力大小以及定位等多种因素将会直接影响到换刀程序的快慢,一旦有运动障碍出现,或运动时具有较大误差,都将会导致换刀失败。所以,今后研究应该从以下两方面改进:第一,应该充分掌握自动换刀各个过程,应该尽力提升换刀精确性;第二,要将VB 语言实现自动化换刀装置的可视化设计,进而实现真正的自动换刀人机对话。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>机器人柔性激光切割高精度低成本解决方案
- target=_blank>数控加工中心刀具和切削用量的选择
- target=_blank>基于西门子802S数控系统的车床控制电路设计
- target=_blank>基于ABAQUS 的数控车床刀具刀架的有限元分析
- target=_blank>数控铣加工模具零件工艺优化策略分析







