
基于CBR-RBR的专家系统在电火花修整超硬砂轮中的应用
摘要:针对电火花修整超硬砂轮过程中选择合适放电参数困难的问题,引入基于实例的推理(CBR)和基于规则的推理(RBR)相结合的推理技术,确定了电火花修整超硬砂轮实例表示和实例相似度计算及权值分配的方法,阐述了电火花修整放电规准和规则表示,并以Visual Basic 6.0为开发工具,以SQL Server 2005为底层数据库支持软件,开发了电火花修整超硬砂轮专家系统。将该系统应用于青铜结合剂CBN砂轮NBCl60M100的放电参数选择中,实验结果表明,基于CBR-RBR的推理技术可行有效。
关键词:电火花修整;超硬砂轮;实例推理;规则推理;专家系统
0.引言
金属结合剂超硬砂轮由于具有耐磨性好、寿命长、承受负荷大,以及磨削性能优良等特点,而被广泛应用于航空航天、机械电子和汽车等现代工业中。为使金属结合剂超硬砂轮始终保持良好的磨削性能,必须定时对其进行修整,但修整过程却较为困难,主要表现在修整精度和修整效率低、修整难度大,以及修整工具成本较高且损耗速度快¨引。由Suzuki和Ue一
matsu等人旧1首先提出的电火花修整砂轮技术(Elec—tro—Discharge Dressing,EDD)作为一种非接触修整技术,具有修整过程无切削力作用、修整精度高、操作简单、成本低和便于调节等优点,适合于金属结合剂超硬砂轮的修整。
目前针对电火花修整技术自适应控制方面的研究非常少。由于电火花修整超硬砂轮过程非常复杂,很难用模拟仿真和数学公式进行解释,因此在选择合适的电火花修整放电参数时,可以采用将过去电火花修整经验和电火花修整知识相结合的方法来选择。这种基于实例和规则的混合推理(CBR—RBR)技术在工程中有很好的应用价值,如文献[5]将基于实例和规则混合推理(CBR—RBR)技术应用于高速切削数据库系统,使系统的数据采集和知识更新简单易行;文献[6]建立了基于实例的推理(CBR)和基于规则的推理(RBR)相结合的混合专家系统,实现了在装配系统中装配夹具的智能化设计;文献[7]应用RBR和CBR相结合的技术解决了快速完成组合夹具设计问题。
本文应用基于CBR.RBR的推理技术,开发了电火花修整超硬砂轮专家系统。系统推理出的放电参数对指导电火花修整超硬砂轮,提高修整效率和修整质量具有很好的实用价值,为今后进一步开发具有自适应控制功能的软件,实现电火花修整超硬砂轮自动控制打下了基础。
1.基于CBR.RBR的电火花修整超硬砂轮专家系统
本文将基于实例的推理(CBR)、基于规则的推理(RBR)相结合,运用基于CBR.RBR的推理技术选择适合电火花修整超硬砂轮的放电参数。通过CBR和RBR相结合,可以弥补CBR只注重经验和RBR只注重知识的不足,从而提高了系统推理的效率与准确性。基于CBR—RBR的电火花修整超硬砂轮专家系统的推理流程如图1所示。对于新输入的电火花修整超硬砂轮目标实例,系统推理过程为:1)根据目标实例修整条件在实例库中进行实例推理,按砂轮粒度号、超硬砂轮类型、结合剂类型、电极类型、工作液类型和修整方式的顺序进行相似度计算,从而检索与新输入的电火花修整目标实例整体相似度最高的成功实例,通过重用或修改检索到的成功实例来解决当前放电参数的选择问题。2)如果检索到的成功实例相似度较低,则根据目标实例的砂轮平均磨粒尺寸通过规则推理进行放电参数的计算,生成满足目标实例要求的电火花修整超硬砂轮放电参数。3)对于推理出的合适放电参数经实验验证成功后保存至实例库,对实例库进行不断积累。
2.基于实例的推理(CBR)
基于实例的推理(CBR)是通过相似度的计算从实例库中检索最相似实例,进而重用或修改最相似实例来解决新的目标实例问题。
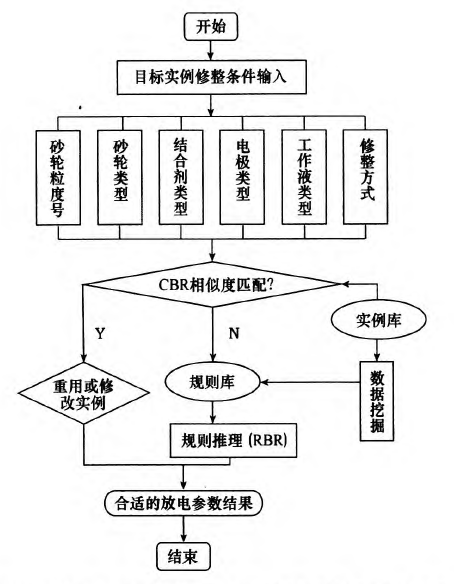
图1 基于CBR.RBR电火花修整超硬砂轮专家系统推理流程
2.1 电火花修整超硬砂轮实例表示
实例表示是实例推理的基础,目的在于对以往成功的电火花修整超硬砂轮实例进行记录,使其数据结构能被计算机识别和调用。电火花修整超硬砂轮实例应尽可能包含更多的描述信息,但是为提高检索效率又需要简洁描述。本文中的电火花修整超硬砂轮实例可表示为“描述部分(在本文第2.1节、第2.2节、第2.3节与第2.4节进行论述)+解决方案部分(在本文第3.1节与第3.2节进行论述)+应用结果部分(在本文第4.2节进行论述)”的形式。电火花修整超硬砂轮中首先要确定该实例的修整条件即属性,如砂轮粒度号、超硬砂轮类型、金属结合剂类型、电极类型、工作液类型,以及修整方式等,由这些属性构成电火花修整超硬砂轮问题的描述部分。每一实例表现为一个属性对应一个值的集合,各个属性的取值如下。砂轮粒度号:80#~280#;超硬砂轮类型:金刚石、立方氮化硼(CBN);金属结合剂类型:青铜结合剂、铸铁结合剂;电极类型:紫铜、石墨和铜钨;工作液类型:电火花油、去离子水和蒸馏水;修整方式:整形、修锐。
经过电火花修整超硬砂轮实验数据验证可知,电火花放电参数的选择如放电电流、脉冲宽度、占空比、修整极性,以及放电电压,直接影响修整质量,由这些参数构成电火花修整超硬砂轮问题的解决方案部分。
电火花修整超硬砂轮的修整效果评价指标主要有修整精度、修整效率、修整后砂轮表面形貌,以及磨粒出刃高度等,由它们构成电火花修整超硬砂轮问题的应用结果部分。
2.2实例间相似度计算
通过实例间相似度的计算,在实例库中检索与新输入的目标实例最相似的实例。相似度计算分为局部相似度计算和整体相似度计算。电火花修整超硬砂轮专家系统有实例库系统E和目标系统G,都是由n个电火花修整条件要素构成:

2.3实例局部相似度的计算
电火花修整超硬砂轮问题的描述部分中属性值在所列范围之内,任意的两个属性值对应一个局部相似度,相似度根据电火花修整知识来确定。
2.3.1枚举型
描述部分中的砂轮粒度号、超硬砂轮类型、金属结合剂类型、电极类型和工作液类型等属性的相似度计算采用枚举型方法。
2.3.2模糊逻辑型
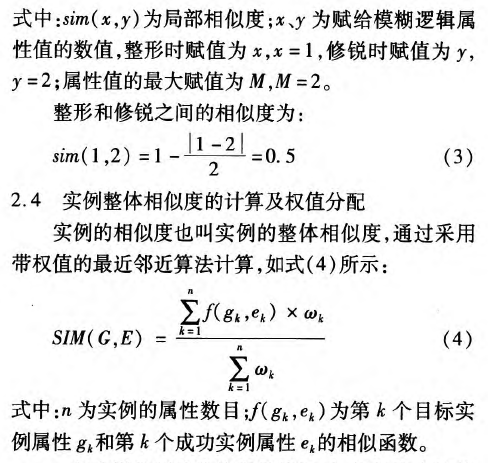
描述部分中的修整方式属性的相似度计算采用模糊逻辑型方法,其局部相似度则可用式(2)计算:
公2
一般来说超硬砂轮粒度号接近时,相似度会比较高。根据实例描述部分的各属性对放电参数选择的影响程度,将实例描述部分中属性分为3个等级,不同等级赋予不同权值,从高到低依次为:1)砂轮粒度号;2)超硬砂轮类型、金属结合剂类型和电极类型;3)工作液类型、修整方式。根据每级属性的权值应大于低等级所有属性权值之和的原则¨J,具体的分配方案为:一级属性的权值为8,二级属性的权值为2,三级属性的权值为1。
3.基于规则的推理(RBR)
基于规则的推理(RBR)是在掌握电火花修整超硬砂轮知识的基础上,把相关的经验知识通过规则进行描述,并把问题和解答联系起来,再利用这些规则模仿专家在求解中的关联推理过程。规则推理的本质就是从初始事实出发,根据规则求解满足目标条件的过程。
3.1 电火花修整超硬砂轮放电规准
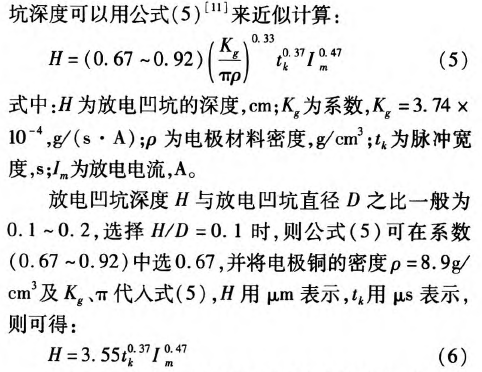
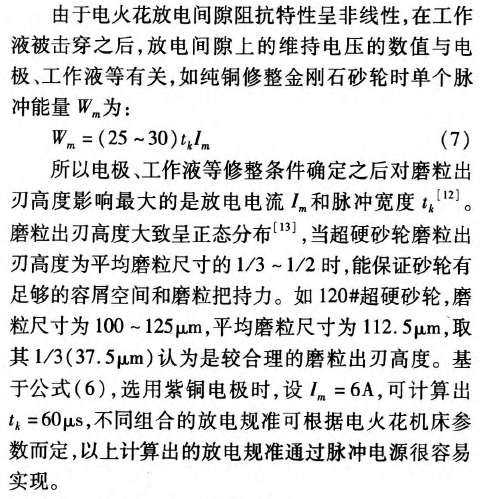
电火花修整后的超硬砂轮表面是由无数的放电凹坑组成,通过放电凹坑相互叠加达到磨粒露出金属结合剂表面从而形成磨粒出刃高度的目的。一般可以通过控制放电参数选择性地蚀除超硬砂轮表面的金属结合剂材料,避免砂轮磨粒发生氧化反应而失去磨削能力,使砂轮表面具有合适的磨粒出刃高度和容屑空间,同时磨粒也不会因结合剂把持力不够而损失。为此,在电火花修整超硬砂轮时必须根据砂轮磨粒尺寸大小选择合适的电火花放电规准。
电火花放电凹坑的尺寸由许多因素决定,放电凹
3.2规则表示及规则知识库建立
规则表示是规则推理模块构建的基础,电火花修整超硬砂轮过程除了考虑电火花放电规准外,还需考虑极性效应、放电间隙控制等。本文采用的RBR知识表示形式包含两个部分:IF部分称为前项(前提或条件),THEN部分称为后项(结论或行为),其一般形式如下:
IF条件1 AND条件2......条件N<条件满足>
THEN结论1,结论2......结论N<执行动作>
END IF
如规则J-02:IF电火花脉冲宽度t≥1001μs;THEN:修整极性为负极性(砂轮接负极,电极接正极)。规则Z-02:IF修整方式为修锐;THEN:占空比为50%。规则Y-03:IF 801μm<平均磨粒尺寸≤120μm;THEN:放电电压为100V(实验选用的电火花成型机床放电电压分为100、150和200V三档)。根据规则表示方法的形式,本文建立规则库时采用“概念.事实一规则”三级知识体系,将规则库分为概念性知识、事实性知识和规则性知识三部分。
1)概念性知识:提供知识的基本内容作为规则库的底层,如脉冲宽度、修整极性和负极性修整等。
2)事实性知识:由概念性知识组成,建立概念之间的联系,如电火花脉冲宽度tk≥100μs,修整极性为负极性修整等。
3)规则性知识:由事实性知识组成,建立事实之间的联系,如规则J-02等。
通过对规则库知识体系的具体划分,分别建立对应的变量表、事实表和规则表。对于电火花放电规准公式、图表等知识则采用特殊模块存储,在推理过程中通过程序进行调用。
4.系统实现及应用
4.1 系统实现
本文采用Visual Basic 6.0为开发工具,SQLServer 2005作为底层数据库支持软件,建立了电火花修整超硬砂轮专家系统,其结构图如图2所示。系统主要由实例库、规则库、辅助数据库,以及基于CBR—RBR推理等模块组成。系统可以对电火花修整超硬砂轮实例库、规则库和辅助数据库进行有效管理(添加、修改和删除等),将实例库和规则库紧地结合在一起,运用基于CBR—RBR的推理选择合适的放电参数。
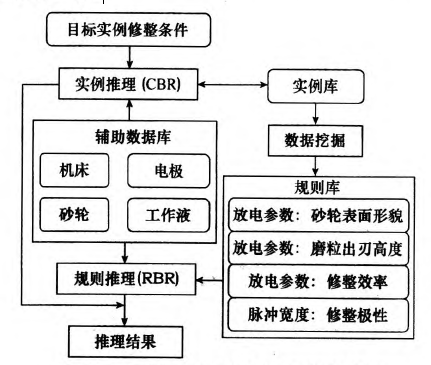
图2 电火花修整超硬砂轮专家系统结构图
4.2实例应用
电火花修整超硬砂轮目标实例为青铜结合剂立方氮化硼(CBN)砂轮NBCl60M100,在电火花成型机床上进行修整,工具电极选用紫铜电极,工作液为电火花油,修整方式为修锐,目标实例代号为G160/1。如图2所示,输入目标实例修整条件信息之后,系统首先进行实例推理。根据权值分配方案,砂轮粒度号、超硬砂轮类型、金属结合剂类型、电极类型、工作液类型以及修整方式属性的权重分别为:0.5、0.125、0.125、0.125、0.062 5、0.062 5。计算目标实例G160/1与实例库中各实例的相似度,检索出相似度最大的
成功实例(代号E120/1)。目标实例G160/1与成功实例E120/1修整条件如表1所示。采用枚举型方法确定目标实例G160/1与成功实例E120/1砂轮粒度号、超硬砂轮类型、金属结合剂类型、电极类型和工作液类型属陛的相似度分别为0.95、0。9、1、1、1;采用模糊逻辑型式(2)计算目标实例G160/1与成功实例E120/1修整方式属性的相似度为1。所以目标实例G160/1与成功实例E120/1的整体相似度SIM(G,E)=0.95×0.5+0.9×0.125+1×0.125+1×0.125+1×0.062 5+l×0.062 5=0.962 5.
表1 目标实例G160/1与成功实例E120/1的修整条件
表2 目标实例G160/1与成功实例E120/1的解决方案
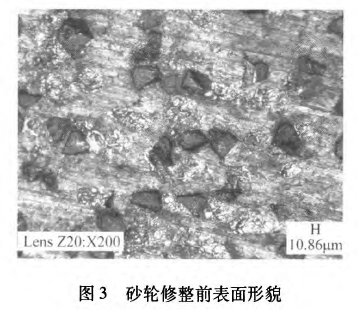
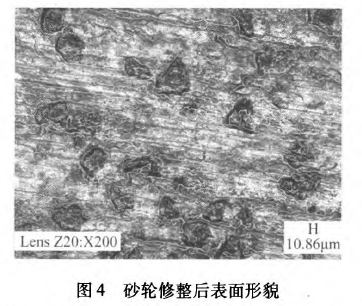
本文采用CBR.RBR推出的解决方案,对青铜结合剂立方氮化硼(CBN)砂轮NBCl60M100进行了电火花修整实验验证,采用VHX.i000超景深三维显微镜放大200倍后测量该砂轮修整前后表面形貌,如图3、图4所示。对比砂轮修整前后的表面形貌可知,修整后的磨粒出刃高度和容屑空间明显增大,磨粒出刃数量明显增多且磨粒形状完整。
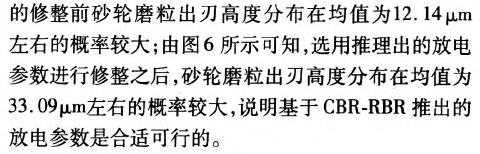
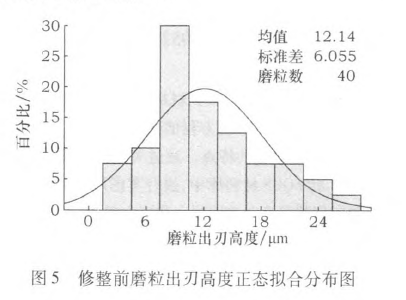
在修整前后的砂轮圆周上每隔90。的四个区域随机各取10颗单颗磨粒,采用VHX-1000超景深三维显微镜测量这40颗单颗磨粒出刃高度,进行记录之后采用Minitab软件对其分布情况进行统计分析。修整前后的砂轮磨粒出刃高度分布情况如图5、图6所示,从图5、图6中可知,对测量的磨粒出刃高度进行拟合的结果呈正态分布,与文献[13]所述较吻合。图5所示
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于RFI D的数控机床刀具管理系统研究
- target=_blank>数控车床故障的诊断
- target=_blank>高速铣削SiC”I复合材料PCD刀具磨损研究
- target=_blank>关于线路板数控刀具退环技术的研究与应用
- target=_blank> 基于有限元的车床车身结构优化
名企推荐







