
基于 UG 自动编程的实际数控 加工问题研究
一、UG自动编程简介
市场上有关自动编程的软件有很多,比如UG、PRO/E、Mastercam 等等,其中 UG 的解决实际加工能力最强,本文就以 UG NX7.5 为研究对象。另外 UG 还包括了建模、NX 钣金、外观造型设计、制图、仿真和加工等诸多模块(如图 1 所示),其中本文实例中需要用到了建模和编程两个模块。
图1 UG NX7.5 的应用模块
二、实际加工步骤
1、根据图纸准备毛坯仔细查看图纸(如右图 2 所示),发现本校车间已有毛坯中能与之对应的就是尺寸约在70×70×20mm长方体铸铁块。毛坯上多有锈迹,故需要在牛头刨床上手动刨削上下表面和至少两个侧面以方便装夹。
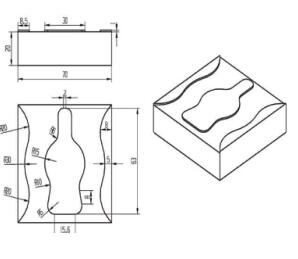
图 2 自行设计的建模

表 1 加工参数
2、UG自动编程
首先,根据图纸观察可知此建模在 UG 可经过粗、精加工两步完成,具体参数如表 1 所示。
其次,设置好参数后编程完毕,生成粗、精加工刀路如下图 3、4 所示 :
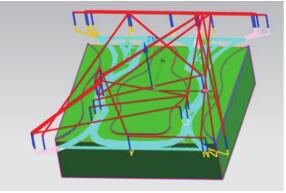
图3 粗加工刀路
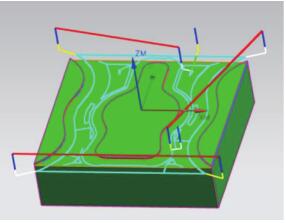
图 4 精加工刀路
3、后处理
用本机床特定的后处理器
对自动编程的刀路进行后处理,得到的 NC程序(部分)如图 5 所示 :
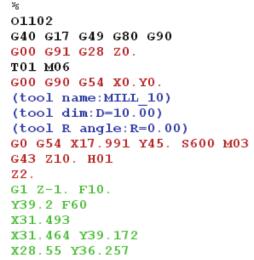
图 5 后处理的 NC 程序
4、安装工件
正确将工件安装于平口钳上,并用水平仪检验其 X、Y 两方面的水平度。另外,起初不要太用力夹紧平口钳,等工件的水平度和高度等各方面都校验好了再用力夹紧,如图 6 所示。
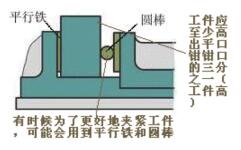
图 6 工件装夹
5、对刀和长度补偿
①为 UG 编程中用到的粗、精加工各选好一把刀具,将其安装在铣夹头上。然后通过自动换刀步骤,将 T1 和 T2 装入刀库 ;
②用 T1(φ10)进行 X/Y/Z 三个轴的对刀 ;
③用 T2(φ8)进行长度补偿设置,将得到的长度差输入 “刀偏”,如图 7 所示 :

图 7 FANUC_0i_MD 加工中心长度补偿设置
④将 FANUC 加工中心设置好,然后将后处理得到的程序放到传输软件 CIMCO 中,针对本机床的实际加工特点将程序修改好后再发送到加工中心中,如图 8 所示。
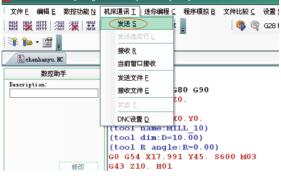
图 8 CIMCO 发送程序
6、空运行模拟加工
调到 “AUTO”(自动)方式,打开 “MACHINELOCK”(机床锁定)和 “DRY RUN”(空运行),然后按 “CYCLE START”(循环启动)。同时打开 “CUSTOM/GRAPH”(用户与图形)查看该程序的加工图形。此步骤一般只能检查程序是否有语法错误。
7、实际加工
如果第 6 步加工出的图形和建模相同,就可以开始进行第 7 步,即,重回参考点,然后调到AUTO(自动)方式,查看此时液晶显示屏是否显示的是你要加工的程序,如果是就按 “CYCLESTART”(循环启动)开始正式加工。加工完成后如图 9 所示。

图 9 实际加工结果
三、结束语
1、设计分析
用游标卡尺等量具测量产品尺寸,根据加工后的产品来分析最初的设计是否合理,比如尺寸、形状等方面。
2、编程工艺分析
根据产品分析在用 UG 编程时是否存在不合理之处,比如刀具是否选择合理、主轴转速和进给率是否合理、刀具直径百分比是否合理、粗糙度是否合理等方面。
3、加工工艺分析
分析工件安装、对刀和长度补偿等操作方面是否存在可以改进的地方。
4、CIMCO分析
整个加工做完之后,分析在 CIMCO 的使用方面是否存在不足之处,如何改善之。总之,UG 的建模和自动编程功能都很强大,如能熟练掌握 UG 建模和自动编程,那么对于任何复杂的造型基本上都可以进行编程。但想要实际加工出零件,还必须熟悉机床操作,另外还要比较深刻地了解具体机床系统的特点,尤其是利用比较通用的后处理得到的 NC 程序必须仔细进行核查和修改,任何未经修改的 NC 程序贸然进行实际加工,都可能导致意外的事故发生。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>旋转超声辅助微细电火花加工系统研究
- target=_blank>高精密机床主轴回转误差在线测试系统
- target=_blank> 基于刀具失效率的换刀策略研究
- target=_blank>气膜冷却孔电火花加工参数优化及重熔层厚度测量实验
- target=_blank>变形镜在激光切割机床上的应用改造
名企推荐







