
一种直线导轨用车床尾座的设计
摘要:传统平床身数控车床的jjn-r精度和快移速度已经难以满足机械加工行业高速发展的需求,直线导轨在平床身数控车床上的应用可以有效解决这一不足。针对传统平床身数控车床的尾座操作不是很便利的现象,设计一款采用新型卡紧方式、符合人机工程学的直线导轨用车床尾座。
关键词:数控车床;直线导轨;尾座
随着机械行业的高速发展,对零部件的精度和加工速度都提出了更高的要求.市场占有率很高的中小型普通车床和传统经济型数控车床难以满足行业品质提升的需求,采用直线导轨的经济型数控车床的开发已迫在眉睫,因此一种直线导轨用尾座的设计便成为了新型机床的关键技术。
1.传统尾座操作不便的4个方面
(1)尾座移动
传统尾座使用的是床身硬轨,由于滑动摩擦力较大,使得尾座在移动时比较费劲,需要加工人员在尾座后端用力推尾座才能使之移动。对于全封闭防护的机床和力气小的工人操作机床非常不方便。
(2)尾座主轴伸缩手轮的位置
如图1所示,传统尾座主轴伸缩的控制手轮在尾座的后端,而尾座又在整个机床的尾部,这样要控制主轴进行顶件和钻孔、铰孔等操作。就需要加工人员远离加工区或者伸长手臂进行操作,一方面不利于观察加工效果,另一方面难以用力旋转手轮。
(3)尾座整体固定手柄的位置
如图1所示.尾座整体固定手柄的位置在尾座的后端,通过推动手柄使底部压板压紧导轨底面,从而达到固定尾座的目的。这种卡紧方式结构复杂,床身大件需要JJn-r_导轨面较多,成本高,造价贵,工人在固定尾座时操作也不是很方便。
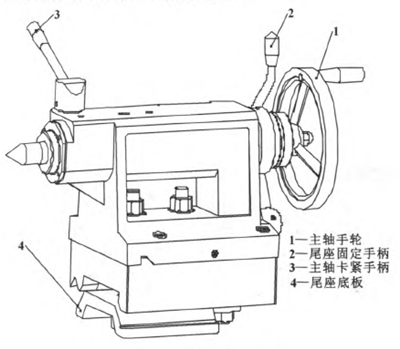
图1 传统尾座结构图
(4)尾座主轴卡紧方式
如图2所示.尾座主轴的卡紧是采用上下两个闸块,用螺杆旋转进行卡紧的,卡紧部位面积小,卡紧力大,两个闸块的弧度与尾座主轴不一致,长时间使用会造成尾座主轴的研伤。影响尾座的使用和精度。
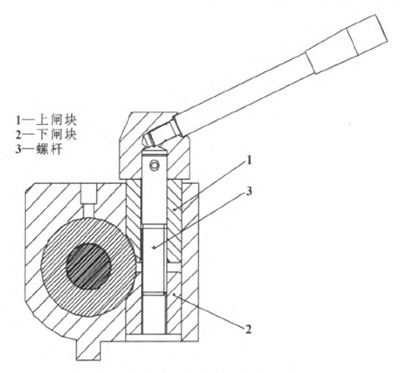
图2 传统尾座主轴卡紧结构图
2.新型尾座的改进方法
(1)尾座移动
由于新型尾座使用的是直线导轨,尾座移动主要克服的是滑块滚动体的滚动摩擦力.工人单手在机床前端通过手柄或手轮就能操作尾座的前进和后退.比传统尾座要方便和节省体力。
(2)尾座主轴伸缩手轮的位置
如图3所示.新型尾座的主轴伸缩通过2个锥形齿轮改变了力的传导方向,将手轮放在尾座近工人一侧,方便了尾座主轴伸缩的操作,有利于观察加工效果和加力旋转手轮。
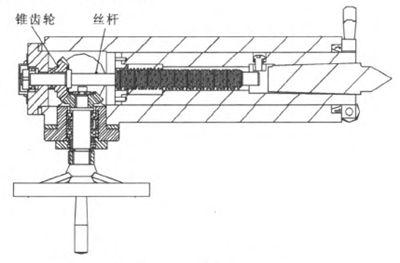
图3新型尾座剖面图
(3)尾座整体固定手柄的位置
如图4所示,新型尾座的固定手柄在尾座的中间,在距离上离加工人员较近,方便固定尾座的操作。如图5所示,新型尾座的固定方式采用的是直线导轨卡紧装置,通过旋转螺杆使2个卡紧块卡紧直线导轨。卡紧装置结构简单,并且通过改变螺杆直径和加长手柄长度能够改变卡紧力大小。
(4)尾座主轴锁紧方式
如图6所示.新型尾座主轴的锁紧采用的是螺栓锁紧开口套的结构方式。这种锁紧方式,接触面积大,主轴受力均匀,易损件螺栓为标准件,更换方便,价格低廉。
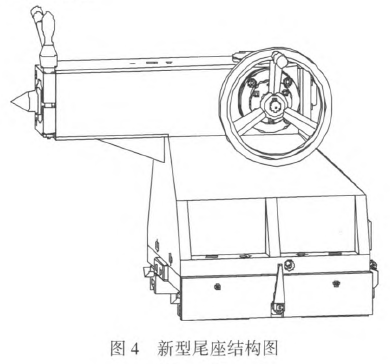
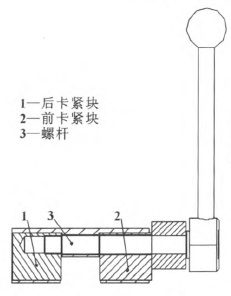
图5尾座整体固定卡紧装置结构’
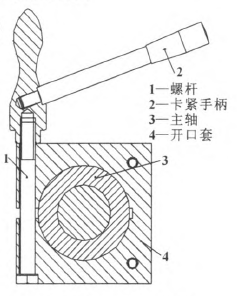
图6新型尾座主轴卡紧方式
3.平床身直线导轨数控车床尾座的发展方向
近年来在平床身车床的尾座上有多种改进方案,主要有尾座整体驱动方式的改进[3’5]、尾座锁紧方式的改变m 7|、尾座主轴驱动方式的改变睁91等。尾座锁紧方式的改变主要是考虑到精度、操作和制造方面,尾座主轴和整体驱动方式的改变主要是方便操作。随着机械加工行业标准的整体提升,对零件的精度和加工节拍、机床自动化和操作便利性提出了更高的要求.平床身数控车床尾座的发展方向主要有以下3点:
(1)尾座的伺服驱动技术
尾座伺服驱动技术的应用可实现尾座进给的可编程控制,尾座定位精度和移动速度都能大大提高,降低工人工作强度。缩短加工节拍。
(2)尾座卡紧技术的改进
传动的尾座卡紧技术都是手动操作,将气动、液压和电动卡紧技术应用在尾座上。也将成为未来的发展趋势。
(3)尾座的多功能技术应用
传统尾座只能实现夹紧、钻孔、铰孔等简单功能,如将尾座增加动力头、x轴移动等模块,机床便可实现铣削和打偏心孔的功能,机床的加工能力将大大提升,转变为复合加工机床。
4.结论
针对传统经济型数控车床尾座在操作和长时间使用中存在的问题,设计了一种便于加工工人操作的直线导轨用车床尾座。新型尾座便于工人操作、节省体力,而且结构简单、零部件少、制造费用低,易于大批量生产。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>注射模镶块数控电火花成型的工艺分析与加工
- target=_blank> 用于电火花加工抬刀运动的速度规划算法
- target=_blank>铣钻床高速电主轴调速系统设计
- target=_blank> 循环时间從41秒减少到27秒: ProfitTurning™——未来CAD/CAM软件的前沿技术
- target=_blank>碳化硅反射镜安装面电火花平动加工工艺研究
名企推荐







