
空分机组联轴器护罩油渍分析及密封气调试
摘要:针对某钢厂两台EIZ80-4空压机在运行过程中联轴器护罩壳体上表面、护罩下部底座表面出现大量油渍的现象,对其产生原因进行分析,并对故障进行处理,确保设备的安全运行。并结合此次出现的问题,提出空分机组进气室密封气调试方法及处理注意事项。
关键词:空压机、油渍、进气室、密封压力
一、前言
某钢厂两台EIZ80-4空分机组是由西安陕鼓动力股份有限公司生产制造的离心式压缩机,机组布置示意图如图1所示,此套空分压缩机采用轴向进气,减少了径向进气的流动损失,并在进口设置导叶调节装置。其转子由四级三元流叶轮构成,并且前三级叶轮每级后均布置两套气体冷却器管束,即一级压缩一级冷却,冷却管束置于机壳内,气体流程短,压力损失小,并
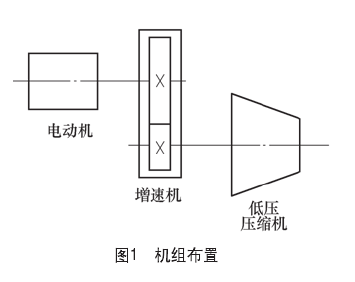
且充分冷却。由于上述特点,此机组有效率高、能耗低,占地面积小,运行稳定,噪声低,便于拆装维修等特点。电动机型号:T11000-4,功率:11 000k W,转速:1 500r/min。齿轮箱型号:GS630-21,速比:7 522/1 500,传递功率:11 000k W。电动机和齿轮箱间通过叠片挠性联轴器连接,齿轮箱和风机之间通过刚性联轴器连接。
二、故障现象与分析
1. 故障现象
油渍出现位置如图2所示。2012年9月根据用户要求对两台EIZ80-4机组性能下降和振动较大的故障进

图2 机组出现油渍
行处理,处理完成后,用户提出空压机在运行过程中联轴器护罩通气罩喷出油气较多,导致机组短时间内护罩壳体上表面、护罩下部底座表面出现大量油渍,需要定期擦拭、清理,虽然不影响机组的运行,但操作维护人员希望提出解决方案,减少油渍的产生。
2. 原因分析
经现场查看分析,进气侧密封气压力已调整达到0.1MPa,排气侧密封气压力达到了0.08MPa,分析认为与密封气压力高、流量大有一定关系,造成大量密封气进入轴承箱内,并随润滑油回油口进入油箱,因护罩回油管及护罩内部与整个回油管路及油箱连通;且由于排油烟风机选型根据油箱体积及机组各密封部位面积设计,无法将大量进入回油管线及油箱中密封气排放,导致护罩内气体形成正压,含有大量气体的润滑油通过通气罩外泄。
三、空分进气侧密封结构与密封原理
1. 进气侧结构
空压机进气室为水平剖分,上下半螺栓连接。在进气室轴承箱盖中分面采用密封胶条和密封气进行密封,轴向通过油封及对油封充入密封气,彻底杜绝油或油雾渗漏到进气口被吸入到机壳内部。密封气进、排气接口详见随机图样。
2. 密封原理
空压机组开机前,密封空气由外部仪表气源进行供气,当机组正常运行后密封空气来自空压机第一级叶轮后,实现空压机的自密封。机组润滑油循环、起动前,必须打开密封空气阀门,保证空压机进气侧密封腔压力大于5k Pa(一般进气室部位为负压2~3 k Pa)。
四、现场处理方案
由于现场压力开关的位置及联锁值设置为0.08 MPa,并与润滑油泵起动进行了联锁,无法降低密封气供气压力,现场进气侧密封气管路、仪表安装方式如图3所示。经分析,提出如下处理方案。1)压力开关移至手动调节阀前,阀后单独安装压力表。2)通过手动调节阀调节空压机进气侧密封压力,以密封腔轮室气封压力在10k Pa左右为宜,不低于5k Pa(主要作用:一方面可对润滑油的渗出起到一定的阻碍
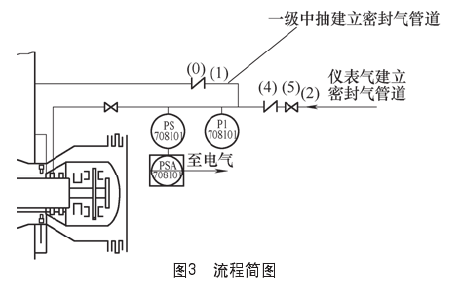
作用,另一方面则可将渗漏出的润滑油引流至密封气排放口),轮室气封压力低报警值设定为4k Pa。3 )空压机排气侧仪表气源通过手动阀调压至50k Pa左右进入密封。
五、密封气调试方法及注意事项
结合该用户问题的处理,空分机组从R I K80到E I Z140等多个型号机组,但其密封气调试安装方法基本相同,安装调试前需详细查看机组总成密封气体流程图,按流程图进行管路、仪表、阀门的安装,并仔细根据随机图样核对各密封气进排气接口。按以下操作注意事项完成密封气调试:1)空压机进气、排气侧设置密封气,仪表气源通过针阀应调压至50~60k Pa左右进入密封腔,在调压阀后一般选用量程为0~250k Pa压力表。2)进气侧密封气进气管路设置双触点压力开关;直接送至低压电气,控制两台润滑油泵,设定值L=20k P a,确保密封气压力不正常时润滑油泵不能“就地”手动起动,同样润滑油泵“就地”手动运行时若密封气压力不正常联锁润滑油泵停止。3)现场变送器压力显示调整至30%~50%(变送器量程为0~25k Pa),机组运行时密封腔(轮室压力)正常压力应在5~10k Pa,并实现密封腔内气封压力在控制室远程监测,密封腔压力异常时及时报警,低于4k Pa予以压力低报警。4)及时打开位于轮室底部密封气排放口的丝堵或球阀,确保密封气的正常排放。5)进气室下部密封气一般靠近机壳的孔为密封气压力监测用孔,另外一个为密封气排放用孔,防止接错。6)密封腔压力低报警时,操作人员应根据实际情况考虑必要时手动停机。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>一种伺服综合控制电路的研制
- target=_blank> 机器人激光切割技术在轨道车辆制造中的应用
- target=_blank> 叶片泵转子叶片槽的分度铣床夹具设计
- target=_blank>浅谈激光切割机
- target=_blank>加工中心无报警故障诊断检验技术初探
名企推荐







