
通过创新实现简化
创新的CAM技术能够且应该简化整个编程过程。
切割复杂型腔和非常规角度属于EDM加工工艺领域,它能加工超精细形状并产生优异的表面处理效果,这是其他方式几乎无法企及的。然而,难以加工的形状并非意味着其难以编程。
线切割使用金属丝和水,而非速度和进给,这对原本为传统车铣应用开发的CAM系统带来了挑战。从使用刀具去除材料的概念转变为使用金属丝熔融材料的概念实属不易。是的,“外形加工”和“型腔铣削”等术语意味着其对最终产品的加工不尽相同,但EDM产生的最终结果却截然不同。
由于使用金属丝和水,因此在CAM开发前要对EDM有清晰的认识,以开创金属加工领域的创新机遇。ESPRIT一直以来通过其在编程方面的创新成为线切割领域的领导者。创新始于其对传统思维的挑战,也因其以非传统方式用于传统方法而受益。
识别EDM零件形状是独一无二的
使用通电的丝来切割金属是加工复杂形状非常有效的方式。这些复杂零件的形状对于线切割工艺而言拥有独特
的物理特性,如恒定的锥度、可变的锥度、垂直的棱面面积、尖角、半径角、渐变为半径角的尖角等等。
简化编程过程的第一步是通过CAM系统识别并保留这些独特属性,这样可以实现线切割自动化编程。
ESPRIT是一种建立在特征基础上的CAM系统,它可以自动识别具体线切割的加工特征。其选项包括模具(型
腔)、冲头(凸台)、孔、开放式型材,甚至是带旋转台线切割机床的车削轮廓特征。
其重点是为线切割快速轻松地创建可加工特征。例如XY(下丝架)和UV(上丝架)轮廓、工件高度、锥度和
角度样式等具体属性都与EDM特征相关,因此,无论特征的操作类型或数量如何,其底层数据的完整性都保
持不变。当EDM属性嵌入到特征中时会简化整个编程过程,因为编程所需的大部分数据都来源于单个可靠的
来源。
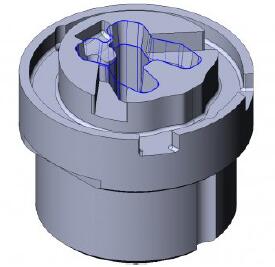
图1:ESPRIT特征识别功能仅识别适用EDM加工的材料表面,并忽略其他部分。
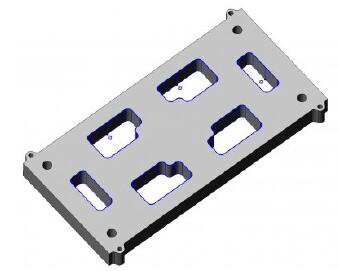
图2:ESPRIT可一键自动识别平面中所有的模具开口。
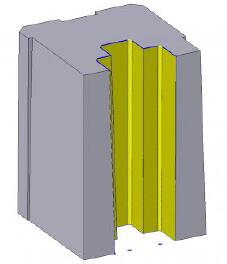
图3:当仅需加工某些材料表面时,可轻松地选择独立的实体面进行特征识别。

图4:ESPRIT可检测最大和最小的平面高度和准确的轮廓,即使是在弯曲的材料表面上。
构建线切割解决方案的灵活性
ESPRIT线切割长期以来与该领域的合作伙伴、客户和专家一起了解现场需求并提供创新的解决方案。当对机
床的上丝架和下丝架进行同步计算机控制时可加工极端锥度、复合锥度,还可在工件上混合加工独立的顶部和
底部轮廓。ESPRIT确保金属丝以稳定和高度受控的方式遵循复杂的路径。
在ESPRIT中创建EDM操作时,所有的粗加工、精加工和接头切割都会单独创建。这种方法有两个优点。首先
,程序员可以轻松地改变切削顺序,不论是手动切换,或是使用高级排序功能中的某个命令来自动切换所有的
切削顺序。这在切屑多种外形时具有明显优势。其次,虽然切削是分开生成的,但它们仍受程序员定义的原操
作控制。如果需要进行少量修改,程序员只需更改单个操作即可重新自动生成所有相关联的切削。在EDM程
序中使用主/从关系可以提供最大的灵活性而且易于使用。
使用分治方法处理非常规形状
EDM程序员依靠两种基本方法来切削型腔内的材料。第一种是根据型腔开口进行轮廓加工,接着处理金属渣使材料加工成型。第二种为无芯切割,在金属渣太小或者太复杂不易切割时使用。在这一方法中,金属丝会通过逐渐偏移切割路径来侵蚀型腔内的所有材料。
ESPRIT EDM的一大优点是能轻松地组合策略,以最有效的方式进行材料切割,它还可以自定义切割顺序,最大限度地提高效率。
让我们来看一个相对简单的模具型腔,不过其边缘有一个小开口。如果用于粗切割的金属丝太大而不能嵌入小开口中,那么需要先在G40模式下进行轮廓加工,以防止金属丝进入小开口。当处理完金属渣之后,采用无芯型腔加工来侵蚀剩余的少量材料。接着,对整个型材进行相同的轮廓加工,因为之前已有操作,所以现在可以识别开口内材料是否已被切削。
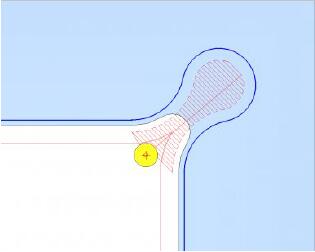
图5:在大型型材上采用组合式轮廓加工,并在小开口上进行无芯型腔加工,可以有效地切割难加工的2轴型腔
ESPRIT的4轴型腔加工进一步扩展了这一概念。其内置选项可自动识别和隔离复杂型腔内最大的区域,同时能容纳金属渣。这一“核心”区域通过简单的2轴轮廓操作进行切削。然后,采用4轴无芯型腔线切割路径去除剩余的材料。
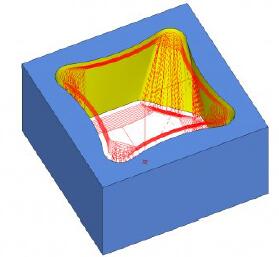
图6:4轴型腔加工可以检测出金属渣最大的区域,然后无芯加工处理剩余的材料,旨在对复杂的型腔进行更快地加工。
补偿之前的材料铣削
有时会在型腔内对大孔或凹槽进行预加工,以尽可能多地去除材料,同时释放材料内的应力。 还有时,模型内有铸造型腔,其内部型腔可以是任意合理的形状。型腔加工的路径必须能识别并适合内腔的形状,以避免走空刀。
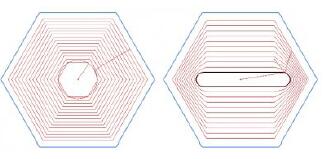
图7:ESPRIT无芯型腔加工可为预钻孔的恒定偏移加工或在内腔和外轮廓形状之间实现平滑过渡加工提供选项
。
可靠的无人加工
现代化线切割机床可实现长时间的无人加工。其特征包括自动化接线装置,针对多部件设置的刀具夹具,用于自适应控制的传感和反馈系统以及先进的电子设备。
通过对工件进行分组及连续加工可实现全天候生产,例如可以成倍地设置相似的冲压模具的细节。然而,这类工作需要通过先进的编程来实现最大的可靠性并节省成本。
ESPRIT含有加工策略,可沿着线切割路径在指定距离处自动设置停止点以保留金属渣,接着进行合适的精加工,然后自动回刀并沿着路径按顺序安全地处理金属渣。为灵活起见,该程序还可以设置为在切削停止前等到操作员出现时再发出指示。
此外,对每个零件程序的切削时间进行准确的估算也很重要。可靠的估算对于调度和规划无人操作的时间而言至关重要。当设置通宵运行时,应准确估算时间以确保工作能在早上完成。程序员可以查看ESPRIT文档中的运行周期,或快速生成含所有操作周期和总时间的完整准确的报告以及所有螺纹位置,金属丝和工件数据以及所有特定设置的说明。
自动化线切割工艺可以通过降低生产成本和提高响应能力来帮助加工商取得成功.
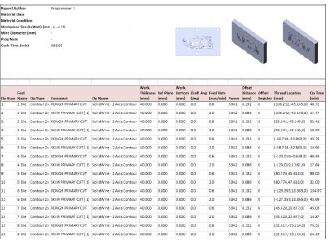
图8:详细的报告可准确估算无人加工的切削时间。
用户指导型自动化和定制功能
ESPRIT还拥有通用的数据读取器,用户可以根据其EDM模具或模型访问制造商推荐的切割数据。ESPRITEDM专家系统是ESPRIT Wire EDM的集成组件,可通过EDM任意操作页面进行访问。程序员通过选择线切割尺寸和工件数据可以显示最佳的切割策略。一旦选择了某个策略,制造商推荐的值将被单独一键加载到操作中。
在使用ESPRIT提供的数据库作为基准线时,线切割加工用户可以修改数据,以便更精细地调整切削工件数据并创建自定义的切割策略。用户可以将更改后的数据库保存到新文件中,也可以覆盖当前的数据库。
EDM切削数据存储在易于使用和更新的外部XML文件中。然而,专家系统便于用户直接在ESPRIT工作环境中编辑数据库,不用退出ESPRIT直接使用XML代码。在熟悉环境中编辑数据的这一简化方法便于EDM程序员在工作时快速测试和微调切割策略,无需学习XML编码。
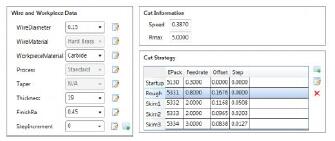
图9:ESPRIT EDM专家系统可轻松访问并定制制造商推荐的EDM切割数据。
秉承我们的开创性传统
ESPRIT线切割自1988年成立以来一直是线切割程序开发的先驱。ESPRIT拥有15,000多个活跃的线切割授权用户,是世界上使用最广泛的EDM CAM软件。作为一款全面的产品,ESPRIT能对任意线切割进行编程,配置任意控制,使用任意制造商制造的任意数量的线性或旋转轴,还可以使用任意类型的CAD构造。我们“开箱即用”的解决方案采用经过工厂验证的后处理器和最新的技术数据库,以确保NC代码100%准确无误。
我们致力于方便用户使用,确保不断地简化ESPRIT线切割加工的编程过程。同时,我们将继续开发用于线切割和智能识别特征的智能化解决方案,并与线切割加工的OEM保持密切合作,以确保ESPRIT支持线切割的最新技术。我们还将确保传统客户能顺利升级到ESPRIT的最新版本。最后,我们还会实现本土化语言并使用线切割术语。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>陡面/非陡面铣削的智能化策略
- target=_blank>试论普通车床机械结构的数控化改造
- target=_blank>工业机器人位姿误差空间 IDSW 插值补偿方法研究
- target=_blank>机器人热潮中的伺服系统
- target=_blank>电火花刻伤在无损检测技术中的应用







