
三轴联动的微型电火花加工机床
摘要 :三轴联动微型电火花加工机床与传统加工技术要比,具有对加工材料适应性强,适合复杂微小的三维结构加工,此外体积小、携带方便,更适合用于小孔和任意形状加工等优点。
关键词 :三轴联动 ;微型 ;电火花 ;加工
1.项目背景
随着现代工业的发展,机械行业对各种机械设备零件的加工需求量越来越大,对其质量和精度要求也在提高。与传统切削加工方法相比,电火花加工对加工材料的适应性更强,更适合复杂微小三维结构的加工。作为传统切削加工领域的补充,电火花加工在现代生产发挥着不可替代的作用。
在机械加工过程中,丝锥、钻头、绞刀等加工工具很容易折断在工件内部,很难将其取出,这不仅影响了生产效率,还会降低产品质量,甚至导致许多产品报废。目前普遍的解决方法是手工提取或用电火花加工机提取,不仅浪费大量时间,承担运输设备的成本,有时在取折断工具时会导致工件报废,给企业造成很大的经济损失。 利用电火花蚀除原理,用铜棒或铜片做电极,能轻松将断丝锥去除或蚀断。而且不影响工件材质,不破坏原有孔。
一方面,国外目前的微小型机床只能打孔,另一方面,国内目前没有微小型三轴电火花加工机床。本项目希望制作的电火花加工机床能够实现三轴联动,以此来实现沿轮廓轨迹切割金属的功能。我们的目标是,实现卓越未来,智能制造!
2 .研究目标
设计出结构紧凑、轻便的三轴联动微型电火花加工机床,方便携带,可作为用于小孔和任意形状加工的便携式电火花加工工具,用于科研和生产中各种难加工材料和难加工型孔的加工。研究意义在于以下几点 :
(1)体积小、易携带。通常的电火花加工机床体积和重量较大,但当只用于小件或微小件的加工时,则可设计成轻便、但基本功能具备的微型电火花加工机床,可作为用于小孔和简单形状加工的便携式电火花加工工具,用于科研和生产中各种难加工材料和难加工型孔的加工。
(2)教学演示。该微型电火花加工机床可作为教学演示的教具,实现理论与实践相结合的教学方式,并通过光、声、电等信息的处理,可以使学生了解和感受电火花加工现象和加工过程,对于增加学生的感性认识,并促进其创新意识具有积极有效的作用。
(3)小型的科研工具。可以用于科研和生产中各种难加工材料和难加工型孔的加工。
3. 研究方案
3 . 1 机械部分
图 1 为最终确定的三维结构,图 2 为加工出的实物图(红色的油槽尚未制作完成)。采用了导轨滑块机构分别实现三个轴的运动,旋转电极通过钻头夹和电极相连,便于电极和工件之间持续放电。钻头夹可靠夹持范围是 0.3~4 mm,可以满足不同尺寸电极的夹持要求。
采用丝杠进给,弹簧拉紧式结构,电极始终受到向上的拉力,支撑板上表面始终与球型螺母紧密接触,消除了回程误差,提高了伺服进给的控制精度。
3 . 2 电控部分
3 . 2 . 1 电源主回路部分
常见的电火花加工脉冲电源分为两种形式,分别是 RC 式脉冲电源和晶体管脉冲电源。
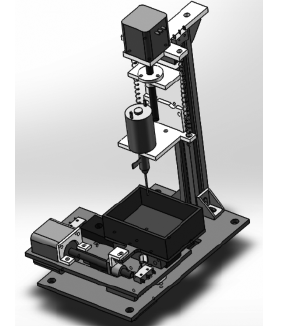
图 1 三轴联动微型电火花加工机床三维图
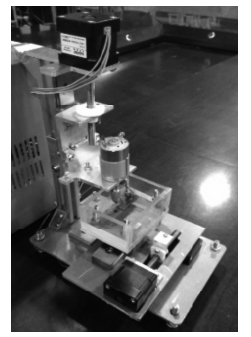
图 2 加工机床实物图
本次设计拟采用 RC 式脉冲电源。RC 脉冲电源的工作原理非常简单,原理如图 3 所示。
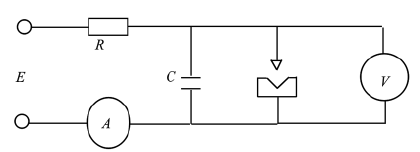
图 3 RC 脉冲电源工作原理图
其优点是加工精度高,工作可靠,装置简单 ;其缺点是脉冲参数受到间隙状态制约,加工速度低,电机损耗大。
3 . 2 . 2 检测电路
在电火花加工时,直接测量电极与工件间隙 S 十分困难,一般采用测量放电间隙的电压来判断间隙 S的大小。例如,当间隙很大时,放电回路开路,间隙电压接近脉冲电源的开路电压 ;当间隙过小甚至为零时,放电回路短路,间隙电压为 0。间隙 S 与间隙电压虽不成正比关系,但具有一定的相关性。本次设计采用平均间隙电压检测法,工具电极与工件之间的电压经过差动增益环节,获得两者差值,再经过滤波环节输出平均间隙电压。
本次设计拟采用平均电压测量法,但是传统的方法无法测量出负半波对平均电压的影响,因此可以改进为加上带整流桥的检测电路,这种改进的电路适用于改变工具电极、工件极性的情况。
3 . 2 . 3 主控部分设计
本项目采用基于 Cortex-M3 内核的 STM32 单片机作为核心控制芯片。TIM1,TIM3 通用定时器控制步进电机的运动。采用 ADC 功能模块采集平均间隙电压,实现伺服控制。并通过 LCD 显示屏显示电压值。用 Lab VIEW 上位机绘制加工路径,并通过串口和单片机通信,从而控制加工的轨迹。
3 . 2 . 4 各个模块之间的布置
各个模块之间的布置,如图 4 所示。
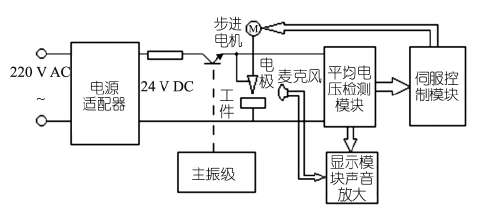
图 4 模块布置图
3 . 2 . 5 三轴联动加工过程
使用前,调节 X、Y、Z 轴电机,使油槽移动到合适位置,将工件放在油槽中固定。开始加工,自动加工模式下,Z 轴电机向下缓慢进给,当电极和工件之间距离合适时,开始电火花放电加工,通过检测电路获得平均间隙电压,若间隙电压大于伺服参考电压,Z 轴快速向下进给 ;若间隙电压小于伺服参考电压,Z轴向上回退。若两者基本相等,Z 轴不动。极间电压通过 LCD 显示屏显示(显示的电压值是实际电压以一定比例缩小后的数值)。手动加工模式下,按键可以手动控制三个轴的运动方向。X,Y 轴不动时为打孔加工状态。 通过L a b V I E W 编写上位机与单片机通信,控制 X , Y 轴连续运动,则为铣槽加工状态,可以实现沿着设定的路径铣槽,见图 5。
4 .项目特色与创新
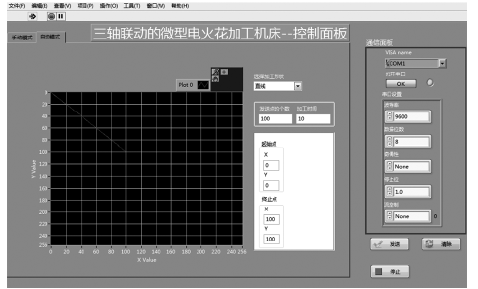
图 5 控制面板示意图
4 . 1 结构紧凑、体积小,便于携带
本次设计采用多模块化的形式,将多个功能的单元模块化,分别做在独立的电路板上,最后再布置这几个独立电路板的空间位置。这样可以使得机床的整体结构紧凑,还有利于故障的检测与后期维护。
4 . 2 三轴联动
实现了三轴联动之后,不仅可以打圆孔,还可以切割其他形状的孔和曲线,而且可以保证它的精度,这在国内外微型电火花加工机床还属首次。
4 . 3 形象地展现加工状态
可以从以下三方面可以了解加工的状况 :(1)放大放电声音 ;(2)放电间隙的平均电压 ;(3)放电气泡的发生状态。该微型电火花加工机床还可作为教学演示的教具,实现理论与实践相结合的教学方式,并通过光、声、电等信息的处理,可以使学生了解和感受电火花加工现象和加工过程,对于增加学生的感性认识,并促进其创新意识具有积极有效的作用。
5.项目成果
5 . 1 加工状态
图 6 为工艺性试验的加工状态,采用直径 2 mm紫铜电极加工 0.2 mm 塞尺,可以看到明显的气泡和电火花,加工时间约为 1 min。
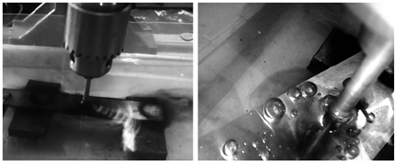
图 6 工艺试验图
5 . 2 打孔加工
加工条件 :60 v 电压经过脉冲电源(R=100 Ω,C=1 uf)放电,步进电机细分 25 000,步距角 1.8°,步长3 um。电极为直径 2 mm 的铜电极,旋转速度为3 8 r / s 工作液为纯净水加工 0.2 mm 厚的塞尺,加工时间大约 3 min,如图 7 所示
5 . 3 直线铣槽加工
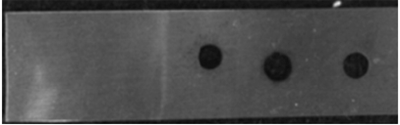
图 7 打孔加工图
在加工的过程中,通过 Lab VIEW 编写上位机程序,与单片机通信,控制 X,Y 轴连续运动,可以三个方向单独进给加工,或者三轴同时运动,实现不同方向的直线加工,如图 8 所示。

图 8 铣槽加工图
5 . 4 数字、文字雕刻加工
通过指定每个目标点的坐标,进行多次直线插补铣槽,还可以加工出文字,简单的图形等,如图 9 所示。

图 9 数字、文字雕刻加工图
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>用于高级线切割的简化版CAM
- target=_blank>陡面/非陡面铣削的智能化策略
- target=_blank>试论普通车床机械结构的数控化改造
- target=_blank>工业机器人位姿误差空间 IDSW 插值补偿方法研究
- target=_blank>机器人热潮中的伺服系统
名企推荐







