
电火花数控插补器的设计
摘 要: 论文分析了逐点比较法可回退的直线、 圆弧插补算法, 用硬件描述语言 HDL 编程, 实现了插补算法硬件化, 计算迅速, 几乎不消耗时间, 完全能满足数控系统的实时性要求, 已成功应用于电火花数控系统中。
关键词: 电火花; 数控; 插补
引言
电火花数控系统最主要的实时任务是插补运算、运动规划和电火花加工间隙状态检测与控制。插补运算是为了精确计算出各个运动轴的移动量,确保工具电极按预定的轨迹路线运行;运动规划是为了解决工具电极移动时可能存在的不平稳现象,比如空运行到放电加工时,间隙短路状态到快速回退时,都要有与电火花加工相适应的变速方法; 间隙状态检测与控制是电火花加工工艺本身要求的,是必须实时的。其中插补运算在每一个控制周期内都必须进行核算,它的实时性能直接影响整机系统性能。目前数控系统主要有两种方式,一是全软件方式,二是软件硬件结合方式。 插补算法用软件实现的数控系统升级换代容易,但速度要慢一些,系统实时任务总数不能多,还需要实时操作系统支持;用硬件设计插补器能获得良好的实时性能,插补器运行时不占用微处理器时间,是并行运行的,在分时操作系统中也可以运行。目前插补器硬件化的研究也比较深入,多数用嵌入式系统实现,主要应用于数控铣削或雕铣。 电火花加工工艺很特别 ,放电时工具电极不能再进给,因此电火花数控系统必须考虑轨迹可回退,必须研究轨迹可回退的插补算法。
模具加工离不开电火花加工工艺,据统计有 30%的模具加工工作量是用电火花加工工艺完成的, 许多国外的机床制造商,如阿奇、夏米尔公司,把电火花加工和高速数控铣削结合起来,组合成新的工艺系统,降低单件成本,缩短生产流程时间,从而增强企业的竞争力。 根 据苏州长风数控科技公司的市场调查表明,数控电火花机床的需求在增长,工艺范围在拓宽,如用多轴联动数控电火花加工技术完成聚晶金刚石刀具加工的, 由 此可见 , 电火花加工工艺潜能还在,优势的发挥取决于数控技术、智能技术和其它各项技术的研究与应用的深化。
本文在 Windows 环境下生成了 C 语言的可回退的软件插补器,运行时消耗时间比较多,估计在 150μs 左右,再者电脑操作系统又是分时的, 也降低了电火花数控系统的实时性能,因此本文致力于插补器硬件化研究,用硬件描述语言 HDL 生成, 在 Altera 公司 EP1C12Q240C8 可编程逻辑器件中实现, 在集成开发环境 Quartus Ⅱ EDA 工具下开发硬件插补器控制软件, 本文的中心论述点就集中在可回退插补器的计算方法及其硬件化方面。
1 .电火花数控插补器设计
轨迹可回退,是指放电加工时工具电极按原来路径相反的方向,并沿原来前进时的脚步丝毫不差的沿途返回,系统选择脉冲增量法比较适宜, 本文用逐点比较法分析直线插补和圆弧插补:
1.1 直线插补器
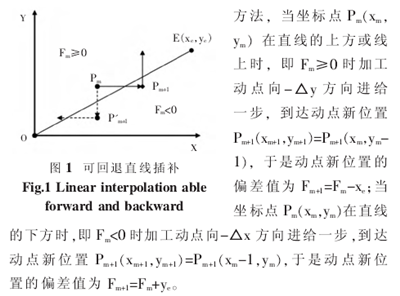
图 1 表示可回退直线插补示意图。 在第一象限中细实线部分代表正常直线插补时坐标点密化方法,当坐标
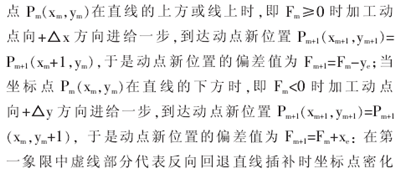
在第二象限、第三和第四象限中的直线插补,由于与X 轴或 Y 轴或 y=x 轴对称,所以各个象限中的偏差计算方法都可以按第一象限计算方法处理, 终点坐标取绝对值,只是进给方向做适当调整即可,四个象限的可回退直线插补方法中的坐标进给和偏差计算,归纳起来如表 1 所示。
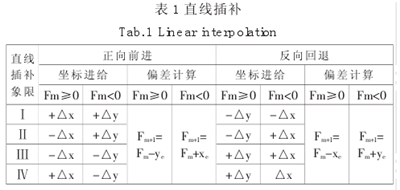
插补到了直线的终点;当 JX=|xe| 或 JY=|ye| 时表示直线插补在中途返回到了直线的起点了。
根据以上思路,本文用硬件描述语言 HDL 设计了可回退直线插补器,四个象限的直线插补均可生成,图 2 表示了直线插补仿真波形,终点坐标为第四象限点 E(xe,ye)=E(4,-3),轨迹从正向前进到中途拆返 ,再反向回退 ,最后回到直线起点的直线插补全过程。
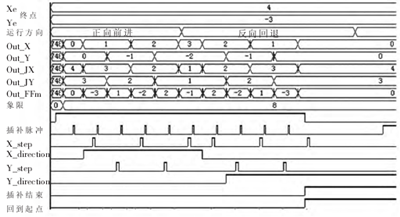
图 2可回退直线插补仿真波形
Fig.2 Simulation waveform of line interpolation able forwardand backward
1.2 圆弧插补器
图 3 表示可回退圆弧插补示意图,由于插补对象是圆,顺时针和逆时针互为反向, 因此可回退圆弧插补偏差计算方法可以简化,相应的计算原则是,当实际轨迹为顺圆SR1 时可回退偏差判别式按逆圆弧计算,当实际轨迹为逆圆 NR1 时可回退偏差判别式按顺圆弧 SR1 计算。
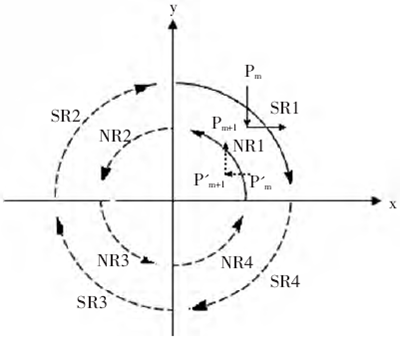
图 3四个象限的插补可回退圆弧插补
Fig.3 Four quadrant circular arc interpolation able forwardand backward
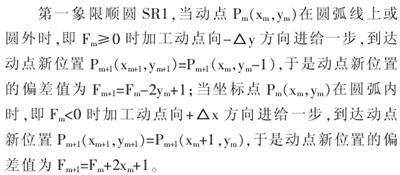
第一象限逆圆 NR1,当动点 Pm(xm,ym)在 圆弧线上或
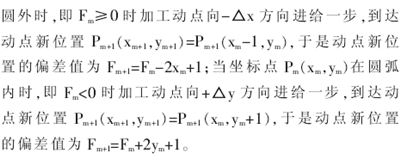
与直线插补相似,圆弧插补计算按坐标绝对值进行,进给方向的判定另做处理,那么 NR2、SR3、NR4 都可以按第一象限顺圆 SR1 来计算,SR2、NR3、SR4 都可以按第一象限逆圆 NR1 来计算,主要计算偏差值、进给方向、增或减 JX、JY,以及设置状态标志,如图 4 所示。
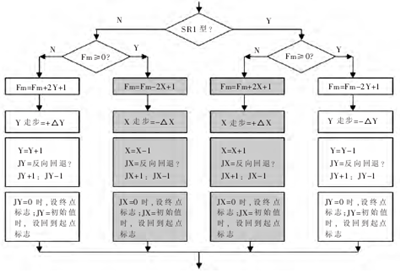
图 4可回退圆弧插补程序流程图
Fig.4 The program flow chart of circular interpolation ableforward and backward
终点判别类同于直线终点判别法,当 JX 和 JY 同时为零时表示该圆弧插补到了圆弧的终点 ; 当 JX=|xe| 或JY=|ye| 时表示圆弧 插补在中途拆返 ,反向回退到了圆弧的起点了。
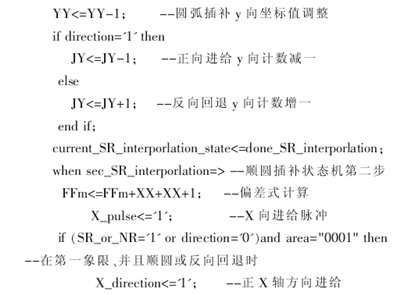
同样根据以上思路,本文用硬件描述语言 HDL 设计了可回退圆弧插补器,四个象限的圆弧插补均可生成,编程时使用了数字状态机,用状态机控制流程,其中部分圆弧插补器 HDL 程序如下:
圆弧插补仿真波形如图 5 所示,表示第一象限顺圆圆弧插补仿真,起点坐标为,终点坐标为时,轨迹从正向前进到中途拆返,再反向回退,最后回到圆弧起点的插补全过程。
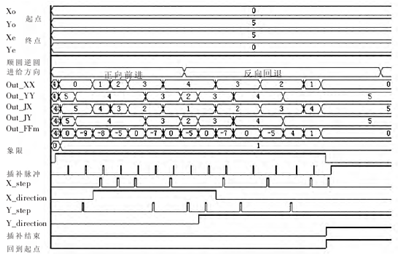
图 5可回退圆弧插补仿真波形
Fig.5 Simulation waveform of circular interpolation ableforward and backward
2 .结束语
(1)分析了逐点比较法可回退的直线 、圆弧插补算法 ,用硬件描述语言 HDL 编程,实现了插补算法硬件化。
(2) 对硬件插补器模块进行了功能仿真和时序仿真 ,图 2 和图 5 的时序仿真,说明了本文建立的硬件可回退插补器能够正确的沿直线或圆弧轨迹插补前进,同时也能精确的沿原轨迹路线返回,此特征能充分满足放电加工时工具电极的进退需要,这是电火花数控技术的基本要求。
(3)本文研制的硬件插补器 , 运算速度快 , 每次运算消耗时间只有 15~19 个机器周期, 即对于 33.333MHz 微处理器,只需时间 0.5~0.7 微秒,因此具有良好的实时性。
(4)本文设计的硬件化可回退插补器 ,是在 EP1C12Q240C8 可编程逻辑器件中实现的 , 直线插补器占用 1006个逻辑单元,圆弧插补器占用 1367 个逻辑单元,模块工作频率分别可达 100MHz、77MHz,说明占用资源少,经济性好,工作频率高。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>DP Technology公司推出最新版ESPRIT 2017
- target=_blank>超低速大惯量比永磁同步电机高精度位置伺服控制研究
- target=_blank>深孔加工力学分析及钻削过程模拟
- target=_blank> 往复走丝电火花线切割多次切割工艺试验
- target=_blank>海德汉的智联制造系统: TNC数控系统推动生产迈入信息化时代
名企推荐







