
【摘 要】 坐标系有机床坐标系与工件坐标系,形状复杂的零件还可以一个工件坐标系里再设子坐标系,G52局部坐标系指令的使用能大大简化程序,减少存储容量。
【关键词】 工件坐标系;局部坐标系
1 、前言
数控加工中有时会遇上形状比较复杂的零件,我们往往就会在一个工件坐标系里再设定局部坐标系,可以大大简化我们的编程。历届毕业生到玉柴工作,反馈回来厂里生产的多个零件使用到局部坐标系指令G52。而以前的教学中对G52的讲解比较简单,这篇文希望能给正在学习数控铣、加工中心编程的人们以帮助。
2 、工件坐标系指令及其设定
使用数控机床加工零件,会涉及到两个坐标系,一个是机床坐标系,机器出厂时自带的,不容随意更改;另一个是工件坐标系,是编程人员根据零件样图及加工工艺等在零件上建立的,是编程时的坐标计算依据,是为操作人员服务的,用G54~G59六个指令表示。操作人员通过“对刀”方式确定工件坐标系的原点在机床坐标系上的位置,数控机床在加工时就会通过计算自动将点在工件坐标系中的值,转化为点在机床坐标系中的值,数控装置就可控制刀具的运动轨迹了,从而保证加工的准确性。在系统中,我们可以设定6个工件坐标系。在加工比较复杂的零件时,为了方便编程,我们可以利用G54~G59指令对不同的加工部位设定不同的工件坐标,即一个大的工件坐标系里分出一个或多个子坐标系,比如选择了以G54作为大的工件坐标系,那么 G55、G56、G57、G58、G59 都可以是子坐标系。
机床操作员通过对刀选择了第一个工件坐标系(G54),随后设定的工件坐标系则不需要对刀,直接计算与第一工件坐标系原点的偏移值,通过 MDI 方式输入到参数寄存器相应的位置里就可以了。而使用局部坐标系 G52 指令就免去了计算坐标与输坐标这一步,只要在程序中加上两段程序就实现新的工件坐标系的设立,方便多了。
3 、局部坐标系G52的设定
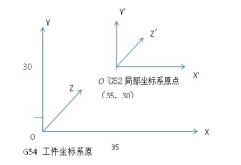
编程格式:G52 X__ Y__设定局部坐标系。X__ Y__是局部坐标系原点在工件坐标系中的坐标值,必须是G90绝对值,G91不可取。是G52后面的程序的X0 Y0 点,即新坐标系原点,此后面的G90绝对值中的坐标指令向局部坐标G52 X0 Y0 Z0 取消局部坐标系用下图说明G52与G54的关系:O´在G54X35Y30处
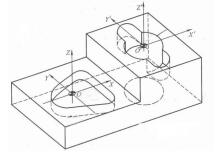
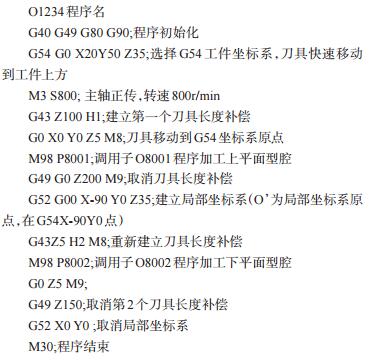
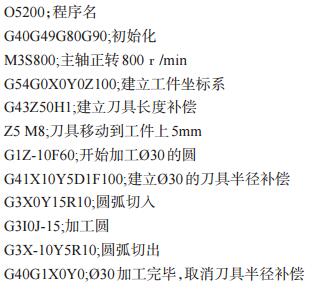
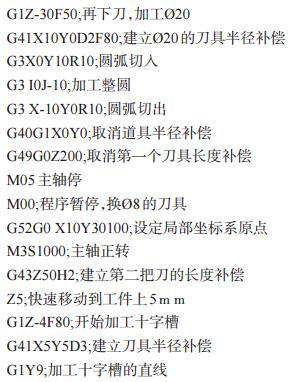
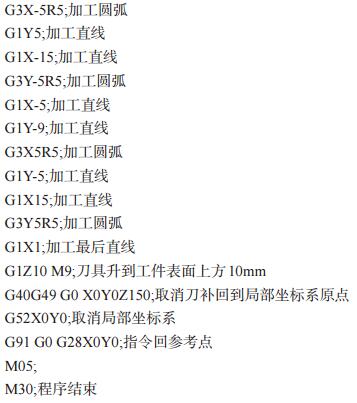
(1)程序举例,用一把刀加工下图零件上、下两个水平面中的型腔,程序如下:
(2)G52局部坐标系其实就是工件坐标系往X Y 轴平移,并不改变工件坐标系(G54~G59)的原点位置。G52 是非模态指令,断电后无记忆,手动回参考点或者指令回参考点,局部坐标系偏置都会被清除。如果重复执行程序,会造成工件坐标系发生偏移的情况,所以,在程序结束后,返回参考点,或者在程序开头或结尾加上指令回参考点的程序段。
下面再举一个例子(只加工中间的圆和十字)04年广西数控大赛试题之一:
圆孔的直径分别为Ø20通孔,Ø30深10mm;
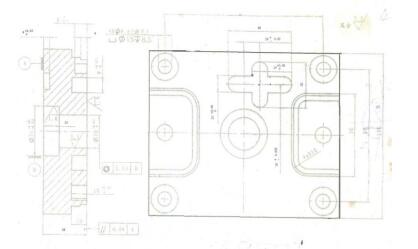
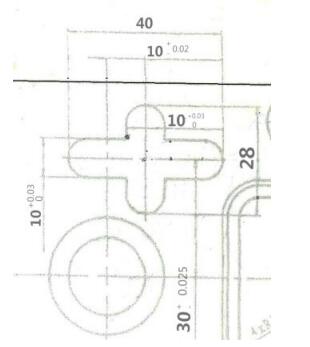
用Ø12键槽铣刀加工圆,Ø8键槽铣刀加工十字,工件坐标系G54原点在同心圆圆心上(0,0)
上面的例子,我没有使用子程序。如果不建立局部坐标系,十字槽的节点计算有点复杂,利用局部坐标系就简化了。但是有一点须注意,G52 的设定只能相对所选择的工件坐标系,不能在自身的基础上再进行叠加。
4 、小结
其实局部坐标系并不是普遍运用,但是在某些特定生产加工中,对于形状复杂的零件,运用局部坐标系编程,能大大减少坐标节点的运算量,简化程序,缩小容量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>带 C 轴光栅尺的数控车削中心应用分析
- target=_blank>工件测量在华中 8 型数控系统中的实现方法
- target=_blank> FANUC-0iD 系统伺服总线的网络配置及研究
- target=_blank>PLC 在电气自动化控制中的应用
- target=_blank>瓦尔特正在使用专用工具改进钛合金加工







