
枪钻在复合设备中的应用
摘 要:随着制造理念和生产过程的巨变,复合加工技术应运而生。枪钻作为一种深孔钻,在复合加工设备的应用中受到了越来越多的重视。本文介绍了枪钻的结构、加工优势和加工要点,阐述了深孔加工系统的基本要求,并在此基础之上,对枪钻在复合加工设备深孔加工中应用的相关问题进行初步的探讨。
关键词:枪钻;复合设备;深孔加工;高压冷却;优势
0.引言
当今,制造理念发生了巨变,复合加工技术应运而生。复合机床的使用可以大幅度提高生产效率,保证零件的加工质量。在各种复合加工作业中,深孔加工占据了很大的比例。枪钻作为一种深孔钻,在复合加工设备的应用中受到了越来越多的重视。
1.枪钻结构简述
枪钻是一种外排屑深孔钻,具有单切削刃和导向功能,能实现连续自动排屑和自动冷却润滑,由于最早被用于军工行业枪管加工过程,所以被称为枪钻。枪钻由钻头、钻杆、钻柄3部分构成。枪钻工作原理示意图如图1所示。
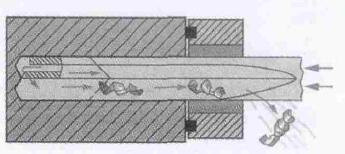
图 1 枪钻工作原理示意图
2.枪钻加工的优势
(1)实现了分屑,提高排屑性能。枪钻与普通双刃钻的一个重大区别在于,枪钻的钻尖偏置于直径的一侧,形成了单边刃切削及内外刃分工。加工时两支切削流在高压切削液的推动下,由枪钻外侧排屑槽和零件侧壁之间的通道排出,避免了堵屑引起的切削失效。
(2)实现了自我导向,可保证较高的位置和形状精度。
由于枪钻独特的结构设计,使切削力始终作用于切削刃对侧的已加工孔壁,使钻头的圆柱面和与其密切配合的已加工孔壁紧密贴合,对钻头起到定心和导向作用,避免了深孔的偏斜和弯曲。
(3)提高表面质量
枪钻导向部的材料为硬质合金。在切削过程中,硬而光滑的导向部在切削力的作用下与已加工孔壁紧密贴合,并充满润滑冷却液。形成了钻头导向部对已加工孔壁的挤压和碾平,使孔壁的表面粗糙度值减小。
(4)加工效率高
普通麻花钻在加工中必须反复地进退钻头以排出切屑,并对刀具进行冷却润滑,工效极低。枪钻具有排屑通道和供油通道,可以连续进行加工而不用进行退刀排屑,减少了非切削时间。
(5)钻头寿命长
枪钻本身具有良好的冷却性能,辅以大量高压高速冷却液的配合,加工过程中产生的切削热和切屑被迅速带走,钻头的切削刃磨损较慢,从而延长了刀具的寿命。
3.深孔加工机床的选择
对于深孔加工来说,能否连续无阻地排屑和自动冷却润滑,始终是决定成败的首要问题。枪钻具有排屑和供油通道,为实现连续自动排屑和自动冷却润滑提供了结构上的可能,但要从根本上消除堵屑发生的可能,必须对深孔加工机床提出更高的要求。
第一,机床的冷却系统应提供足够的油压和流量。枪钻只有在高压、大流量切削液的支持下,才能具有足够的动量来推动切屑排出。
第二,机床应具有强大的过滤功能。深孔刀具在全部加工过程中始终处于切削液的包围之中,切削液循环交替使用。全部的切屑被切削液带走,其中部分微粒进入油槽,再循环使用时进入高压泵、阀和刀具与工件之间,造成供油系统、刀具、密封件磨损加快,并降低被加工表面质量。
第三,机床应配备大容量的油箱。深孔加工刀具在全封闭状态下连续工作,切削液将大量的切削热带出至油槽。当切削液温度超过50℃,冷 却液也会迅速老化。所以,油箱在无附加冷却措施的前提下,至少应储存冷却泵每分钟最高排量的10倍。
4.切削液的选择
众所周知,切削液只有在高压高速下的条件下,才能产生足以推动切屑迅速排出的动量,才能迅速带走切削热。低黏度的切削液能促进流速最大化,保证冷却液的供应持续充分,才能满足排屑的目的。
切削液的润滑作用,对于保证导向条的挤光作用和降低切削刃的磨损至关重要。因此,枪钻加工一般使用润滑性较好的活性非水溶性的切削油,可保证其在高压条件下形成油膜,避免干磨现象的产生。在切削油中添加活性硫,可以显著地提高深孔精度和表面质量。
5.枪钻加工要点
(1)枪钻虽具备自导向功能,但并不能自动定心,需外部引导才能准确钻入工件。当工件批量较大时,常采用导向套进行深孔加工。如果被加工工件批量较小,常采用在切入端加工出引导孔的办法,作为钻深孔时的引导。
(2)由于枪钻头部沿长度方向有倒锥,所以,钻头、钻杆与钻套之间有间隙存在,钻杆在进给力的作用下,不可避免的会产生压缩和弯曲,使钻头切入工件时发生倾斜。因此,枪钻在刚切入工件时,应尽可能采用小的进给量。
(3)当枪钻没有进入到加工实体时,一般需要对钻入的速度进行适当的控制,否则会由于离心力过大而导致枪钻折断。当枪钻进入到导套或者是导孔之内,便可以逐渐提高转速。当加工完成,将要离开加工实体时,需要再次将转速降低。
(4)枪钻的钻杆悬臂长、刚性差,容易产生振动和让刀。在加工深孔时,可以通过设置枪钻导套等方法来保证其具有稳定的支撑力,使枪钻稳定运行。
结语
综上所述,只要选择合适的刀具、加工步骤、合理的切削参数以及适当的冷却系统配置,就完全可以在复合设备上完成深孔加工,取得了良好的技术、经济效果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>更多切削刃带来更高的效率
- target=_blank>基于切比雪夫多项式的数控机床几何误差参数化建模
- target=_blank>珩磨在深孔加工中的应用分析
- target=_blank>数控机床热误差补偿模型稳健性比较分析
- target=_blank>浅谈盾构机刀具造型及其布置安排
名企推荐







