
用螺纹堵修复铸造缺陷的工艺探索
摘要:本文介绍了一种用螺纹堵修复铸造缺陷的方法,着重阐述了其对有密封要求的铸件型腔的铸造缺陷的修复。
关键词:螺纹配合;压力
瓦锡兰6L、8L及9L型机架毛坯铸件有压力测试要求。如果油腔漏水,按照规范,产品不符合要求,为报废产品。经过对压力测试不合格的铸件进行分析,发现如下问题:①油腔漏水点的设计壁厚仅为15 mm;②芯撑设计不合理,外圆过大,导致该处在铁水浇铸过程中芯撑没有完全融合,在注水打压过程中,随着压力增大,高压水从芯撑未融合处渗出。
为了能够降低因水压不合格造成的产品报废的损失,本文研究了如何对水压试验不合格的产品进行返修的方法。
合机架油腔。尝试选择螺纹配合堵对机架油腔进行返修。螺纹有粗牙螺纹和细牙螺纹之分,在有密封要求的条件下一般选择细牙螺纹,因粗牙螺纹其螺距较大,配合间隙大,高压水会从螺纹配合间隙中渗出,不利于密封。细牙螺纹又有直螺纹和锥螺纹之分,锥螺纹在旋紧的过程中,其锥度使螺纹牙型挤压,螺纹配合间隙越来越小,远小于直螺纹的配合间隙。
本文所述瓦锡兰6L、8L及9L型机架油腔漏点范围为西3 mm,结合壁厚12 mm~15 mm,选取ZGl/8螺纹堵。
1、方案设计2方案验证
在有水压检测要求的铸件型腔壁上镶堵,具体有两种方式:一种是过盈配合光堵;一种是螺纹配合堵。本文所述瓦锡兰6L、8L及9L型机架,其油腔设计壁厚仅为15 mm,而实际生产出的铸件壁厚多为负偏差,也即铸件实际壁厚一般为12 mm~15 mm.过盈配合光堵必须在配合后定位,而12 mm一15 mm的壁厚满足不了过盈配合光堵的定位条件;即使可以满足,在注水打压过程,高压水也有可能从过盈配合光堵的定位装置处渗出,故过盈配合光堵不适合机架油腔。尝试选择螺纹配合堵对机架油腔进行返修。螺纹有粗牙螺纹和细牙螺纹之分,在有密封要求的条件下一般选择细牙螺纹,因粗牙螺纹其螺距较大,配合间隙大,高压水会从螺纹配合间隙中渗出,不利于密封。细牙螺纹又有直螺纹和锥螺纹之分,锥螺纹在旋紧的过程中,其锥度使螺纹牙型挤压,螺纹配合间隙越来越小,远小于直螺纹的配合间隙。
本文所述瓦锡兰6L、8L及9L型机架油腔漏点范围为西3 mm,结合壁厚12 mm~15 mm,选取ZGl/8螺纹堵。
2、方案验证
螺纹堵修复方案的实施过程如下:
1)标识:将所有渗漏的铸件重新进行水压检测,确定泄漏点的具体位置,在泄漏点位置中心处打样冲点标识,并划出十字延长线标志,具体如图1所示。

图l 泄漏点打样冲点标识
2)钻孔:在第一步标识出的冲点位置钻ZGl/8螺纹底:E4'8.5 mm,再用1:16锥铰刀将4,8.5 mm直孑L铰成锥孔,保证锥孔大头直径为4,9.2 nlm.最后攻ZGl/8螺纹,最终形成如图2所示的ZGl/8螺纹孔。
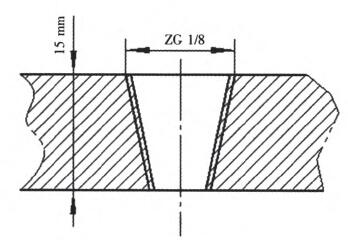
图2 ZGl/8螺纹
3)螺纹堵制作:用与铸件母材材质相同的铁棒,通过机床加工为ZGl/8螺纹堵,且螺纹堵带有方头,如图3所示,可方便操作人员使用扳手拧紧螺纹堵。
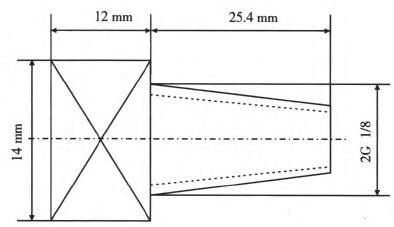
图3 ZGl/8螺纹堵
4)装配:将第2步和第3步制成的ZGl/8螺纹孔和螺纹堵清理干净,涂抹螺纹密封剂后将两者装配组合并旋紧,并去除螺纹堵方头使螺纹堵与铸件毛坯面齐平。如图4所示为螺纹堵装配后示意图。
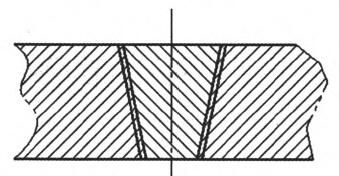
图4螺纹堵装配后示意图
5)放松:沿螺纹堵与螺纹孔配合处一圈,均布冲四点以破坏部分螺纹配合,从而防止螺纹堵自行退出,具体如图5所示。
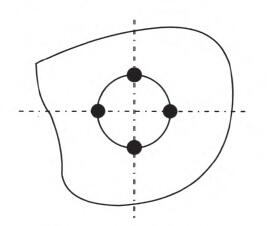
图5放松冲点示意图
6)水压试验检测:重新进行压力测试,检测螺纹堵处是否渗漏。经过检测,修补后的渗漏铸件全部合格。
3、结论
本文通过对机架类铸件渗漏点的修复,总结出了一套现实可行的、方便简洁的修复方案,在铸件允许修补的情况下,此修补方案可以进行推广。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>叶轮加工中心床身动态特性分析与优化
- target=_blank>汽车发动机缸体上盖注塑模具
- target=_blank> 基于宏程序的数控车削加工应用
- target=_blank>浅谈发动机凸轮轴孔和曲轴子L的加工工艺
- target=_blank>薄壁保护罩加工工艺
名企推荐







