
基于直观法与自诊断功能法的数控机床故障诊断与维修
摘 要:根据日常维修数控机床的实践经验,通过 5 个故障实例,介绍两种常见的数控机床诊断方法(直观法诊断与自诊断功能法诊断)的运用。
关键词:直观法;自诊断功能法;故障诊断
数控机床是机、电、液、气、计算机控制的一体化产物。 数控机床可能会因为机械部件的疲劳过度、电气元器件的老化、人为操作不当或保养不到位发生不同类型、不同程度故障。
为方便维修人员分析数控机床故障产生的原因,及时排除故障,通过 5 个故障实例介绍两种常见的数控机床诊断方法(直观法诊断与自诊断功能法诊断),系统地描述两种方法的实效性,以供维修人员参考。
1 、直观法诊断数控机床故障
这是一种最基本、最简单的方法,根据故障现象大概判断出是数控机床哪一功能部位出现问题,然后对这一部分进行看、听、闻、摸等直观法检查动作:能不能看到机械卡死或断裂(轴卡死不转、 齿轮断齿)、电气元件烧毁 (电容鼓起来、 交流接触器触点烧黑等)现象;听到异响(轴承或丝杆转起来“咯咯”的声音、交流接触器“吱吱”的声音、电机“嗡嗡”的声音);闻到焦糊味(交流接触器、变压器、电机的漆包线圈烧掉);摸机械导轨或丝杆有没有划痕、轴承内外圈是否有砂坑、电机是否发烫、系统散热风扇是否转动正常等。
例 1: 配 GSK980TA 数控系统的济南一机J1CK6125i 数控车床。故障现象:在运行中有时出现 ALM 421 X 轴运动控制报警(X 轴误差过大报警),如图 1(a)所示
,指示实际位置与指令不一致。前一天由于编错程序,Z 轴正向移动过多卡死,工人用开口扳手旋动 Z 轴丝杆一头,将 Z 轴摇到安全区间内,然后开机能正常加工,但是有时 X
轴运动时会出现 ALM 421 X 轴运动控制报警,指示实际位置与指令不一致。
该故障在编错程序导致 Z 轴正向移动过多卡死后经常出现,而 Z 轴没有问题,怀疑当时碰到了X 轴电机。 将机床后盖拆下来,发现 X 轴伺服电机侧的动力线航空插座与检测编码器航空插座被撞断,如图 1(b)所示,编码器信号线裸露在外面,甚至有的线虚接,导致接触不良,因此 X 轴有时能正常移动,有时出现 ALM 421 X 轴运动控制报警
(因为此时编码器线没有接上, 系统没有得到正确的编码器反馈位置量,与系统发的指令相比较相差甚远, 出现运动控制报警)。
故障原因:机床尾部板金有一个台阶, Z 轴运动超过了极限位置,导致 X 轴伺服电机的动力线航空插座与检测编码器航空插座被撞坏。 重新在市场上购买了两个新的航空插头,并将编码器线焊上去,故障排除。
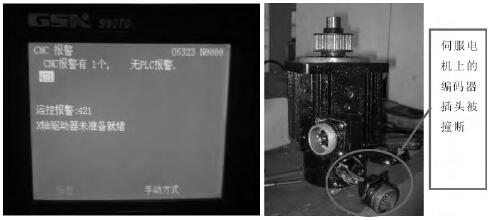
图 1 421 X 轴运动控制报警与撞断的航空插头
例 2: 配 FANUC OI-TC 系统的长城数控机床有限公司 CK7150A 斜床身数控车床。故障现象:机床开机后,要执行 X 轴与 Z 轴回参考点操作,Z 轴回零正常,而 X 轴回零时,工作台一直往正方向上冲(正常情况下应该是碰到回零行程开关后减速运行),最后出现 506+X 超程报警。
Z 轴可以回参考点 ,说明 直流 24V 正常 ,排 除直流稳压电源故障;X 轴回零时没有减速, 直接往 X 轴正方向冲去,最后压到 X 轴正限位开关,出现 506+X超程报警
,说明 X 轴回零减速开关或开关上连到系统CNC 的输入线有问题。 检查机床上 X 轴参考点的回零减速开关, 发现行程开关内部颜色发黄 (如图 2 所示),打开盖子,里面的开关触点全部都锈蚀了,因此始终处于断开状态,导致回零减速功能无效。
更换新的回零减速开关,故障排除;再对新的行程开关进行防水处理,在开关四周涂上密封胶,防止切削液进入行程开关内。
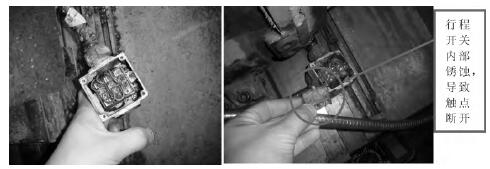
图2 因进水而失灵的行程开关
例 3:配北京凯恩帝 K100Ti 系统的济南白马永诚数控车床 YC6136I 。故障现象:工人执行换刀程序进行换刀时,刀架转到一半时(斜着 45°),突然停下来了,CNC 液晶屏幕上出现“报警 13:开关异常跳动”。
数控刀架电气控制原理如图 3 所示。 根据出现的“报警 13:开关异常跳动 ”,可知电气箱后面保护刀架电机过载的热继电器 QM3 跳闸。
一般热继电器跳闸的原因是电机绝缘性变差或电机缺相。 用兆欧表测刀架电机 M3 的绝缘性阻值,大于 50MΩ,说明电机绝缘良好; 用万用表测电气箱到刀架电机的连线是通的,说明刀架电机及控制线路均正常; 将热继电器 QM3的跳闸开关按下(处于 ON 位置),让工人在手动状态下按一下换刀,观察电气箱后面的电气元件,此时在交流接触器
KM3(刀架正转接触器)右边闪了一下火光, “嘭”的一声,并有一股焦糊味散发出来,热继电器QM3 又跳 闸了 ,顺着闪光和焦糊味的方位检查 ,发现三相电子灭弧器 FV3
烧掉。
三相电子灭弧器内部是阻容吸收回路,作用是吸收交流接触器吸合后产生的电弧。 灭弧器 FV3 的三根线与刀架电机 M3 的三根相线并联在一起,其内部的电容被击穿,KM3
一吸合,就会导致 U3、V3、W3 任意两相之间短路,所以会闪火光。由于生产需要,先临时将三相电子灭弧器 FV3 拆下,此时可以换刀,然后购买同型号的灭弧器装上去,故障解除。
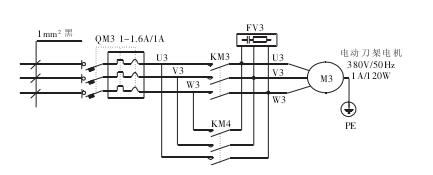
图 3 数控刀架电气控制原理
2 、自诊断功能法诊断数控机床故障
2.1 启动诊断
数控系统在启动时会对 CPU、轴控制卡(伺服控制单元)、I/O LINK 单元、PMC 单元、LCD 显示单元等软硬件进行检测, 检测后的结果实时显示在液晶屏上,供维修人员和操作人员参考。 例如,当系统检测到伺 服 控 制 单 元 异 常 时 , 会 在 屏 幕 上 出 现 “SERVOSYSTEM ALAM”报警信息,维修人员就可以知道是伺服控制单元出现了问题。 只有当全部软硬件系统检测通过以后,CNC 才能正常运行。
例 4: 配日本安川 R2J50L 数控系统的 CK6136I数控车床。故障现象:开机后 LCD 自检显示:
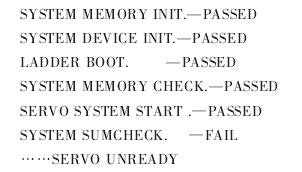
CNC 屏幕一直就死在这里,不再往下运行。无法 动系统 , 自检时出现 “SYSTEM SUM-CHECK FANULT SERVO UNREADY”,说明伺服有故障,没有准备好,怀疑是伺服控制板硬件故障或 CNC系统内部伺服控制参数(软件故障)有问题。
将有故障的数控车上的伺服控制板拆下来换到另外一台好的数控车上(所有的配置全部一样),开机后系统自检全部通过,X 与 Z 轴运动正常,说明伺服控制板是好的,因此判断伺服控制参数有问题。
先将系统参数全清,再根据参数表输入原始参数。 具体操作:将后面主板上的拨码开关拨到数码 7,然后启动数控系统,此时屏幕上出现几行提示,有全清的,有只清程序的,连续按下 RES、NEXT、ORG 对系统全清 , 出现 PROG 20MGENERATED;再关机将拨码盘拨到 4 处 ,然后开机 ,显示SYSTEM NO.SWITCH[4](系统提示在拨码开关 4处),然后进入参数设置页面将原始参数输入,开机系统自检全部通过,故障解除。
2.2 在线诊断
在线诊断是通过 CNC 系统中已存的报警代码实时对系统监控,一旦系统出现问题,例如伺服电机过热、伺服电机编码器断线、机床零点丢失等,就会出现相应的故障代码。 还有一种是机床厂家的在线诊断,通过机床厂家开发的 PMC 梯形图程序实时监控外部信号点的变化,一旦外部保护元件动作,保护信号的变化就会被 I/O 装置采集到,然后送到 PMC 梯形图进行处理,并显示相应的报警信息,如 1004 润滑油位过低报警(润滑油箱需要加油)、1008 刀架换刀超时报警(刀架部分出现问题)。
数控机床诊断功能提示的故障信息越丰富,越能给故障诊断带来方便。PMC 状态表还能显示外部开关信号的状态, 如换刀时刀位信号是否 0(低电平)、1(高电平)变化,主轴夹松刀到位信号是否正常,气动或液压压力检测开关是否正常等。 根据在线诊断信息,维修人员能很快判断出机床的故障部位。
例 5:配 FANUC 0I-TC 数控系统的沈阳第一机床厂 HTC125290a 数控车床。故障现象 : 沈阳一机大数控车 HTC125290a(FANUC 0I-TC)一直出现 9009 主轴电路过热报警 (主要主轴伺服驱动器散热器异常升温显示 09 报警)和9056 SPN1 内部冷却扇停转报警 (主要主轴伺服驱动器上显示 56 报警,如图 4 所示)。
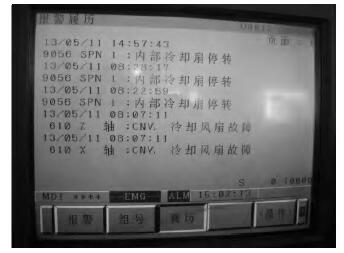
图4 主轴内部冷却扇停转报警
前一段时间较凉爽,没有出现过类似报警,天气炎热时车间的温度很高,9009 与 9056 系统报警出现比较频繁,严重影响生产。9009 解释:主轴放大器模块主电路散热器温度异常升高。
故障排除对策:
(1)在负 载小 于 或 等 于 放 大 器 额 定 功 率 时 发 生报警,应确认散热装置的冷却状态。 冷却风扇停止时应确认电源(连接器 CX1A/B),无法修复时应更换SPM ; 如果环境温度超过规格书的规定 , 应进行改善。
(2)在负载大于或等于放大器额定值工作时报警,应改善使用方法。
(3)如果放大器背面的散热装置部分灰尘较多,应采用吹风方式进行清洁;还需对结构进行研究,使散热装置部分不会直接接触切削油。
9056 解释:控制电路部分的冷却风扇停止。故障排除对策:
(1)正确安装控制印刷板(控制板与功率板的连接器脱离时,有可能发出本报警)。
(2)更换 SPM 或 SPM 内部的冷却风扇。将手放在 SPN1(主轴驱动器)上方,感觉没有风出来,检查主轴驱动器,其内部冷却扇停转,将风扇取下来,发现塑料扇叶与外壳粘在一起,脏的油泥太多,导致风叶转不起来,因此主轴驱动器无法得到良好的散热,内部温度检测装置动作。 用 WD40 清洗剂对风扇进行清洗,故障排除。
3 、结语
直观法诊断和自诊断功能法诊断各有特点,应根据不同的故障现象灵活应用,对故障进行分析,以逐渐缩小范围,尽快发现故障,排除故障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>汽车发动机用连杆裂解工艺及设备的合理性探讨
- target=_blank>基于刚度灵敏度方法的白车身轻量化设计优化分析
- target=_blank>双主轴车削加工中心高效应用及研究
- target=_blank>数控系统软件可靠性设计与故障分析技术
- target=_blank>透过机床的损坏看数控机床的科学使用和维护维修
名企推荐







