
西门子 828D 系统数控机床的垂直度补偿
摘 要 :机床在对工件进行加工的过程中,由于测量系统、力的传递过程中产生误差、机床装配工艺的影响,造成工件的轮廓会偏离理想几何曲线,使加工产品质量下降。因而在机床出厂前,需要进行一定误差补偿。其中机床的垂直度误差补偿是机床误差补偿之一,通过西门子 828D 数控系统的补偿功能来实现轴的垂直度误差补偿,满足机床的精度要求。
关键词 : 数控机床 西门子 828D 系统 垂直度补偿
某些数控机床的一个或两个轴伸出时,一头处于悬空状态,这样由于坐标轴的自重,会产生下垂现象。例如立卧镗铣床的卧轴伸出较长时,由于立轴头的重量,卧轴会产生一定的下垂变形,影响到机床的加工精度。也就是说,一个轴(基准轴)会由于自身的重量产生下垂,相对于另一个轴(补偿轴)的绝对位置产生变化,为此要进行垂度补偿。
1 、垂直度误差补偿分析
数控立卧镗铣床,部件向 Z 轴正方向移动越远,Z 轴横臂弯曲就越大,越影响到 Y 轴负方向的坐标位置。可以利用系统的垂度补偿功能,补偿坐标轴的下垂引起的位置误差,当 Z 轴执行指令移动时,系统会在一个插补周期内计算Y轴上相应的补偿值。
垂度补偿与螺距补偿不同,螺距补偿是对单个的轴进行补偿,坐标轴之间的补偿相互独立,互不影响;而垂度补偿是“坐标轴之间的补偿”,补偿一个坐标轴的垂度,会影响到另外的坐标轴。
通常把变形坐标轴称为“基准轴”,受影响的轴称为“补偿轴”,把一个基准轴和一个补偿轴定义为一种补偿关系,基准轴作为输入,由此轴决定补偿点(插补点)的位置,补偿轴作为输出,计算得到的补偿值加到它的位置调节器中。
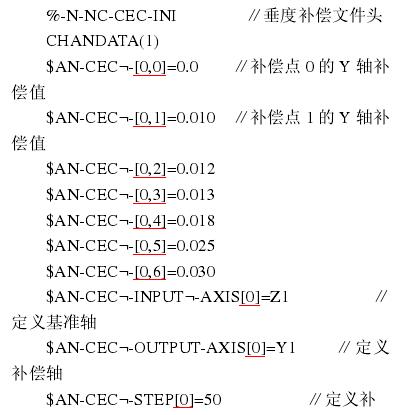
具有两个以上坐标轴的数控机床,一个坐标轴的垂度可能影响到其他几个坐标轴,因此需要为基准轴定义几个补偿关系。基准轴与补偿轴的补偿关系称为垂度补偿表,由西门子 828D 系统规定的系统变量组成,以补偿文件的形式存入内存中,文件头为%-N-NC-CEC-INI。
2 、垂直度补偿功能机床数据
为了编制垂度补偿表,应当定义作为输入的基准轴和作为输出的补偿轴,确定基准轴的坐标范围,也就是补偿位置的起点和终点。确定两补偿点之间的距离,以便计算垂度补偿点数。还要给出基准轴的补偿方向,如有必要还可以引入补偿加权因子或补偿的模功能。
828D 数控系统中,具有垂度误差补偿功能的关键机床数据 MD/SD 以及系统变量分析如下:
(1)MD18342:补偿表的最大补偿点数,每个补偿表最大为 2000 插补补偿点数。
(2)MD32710:激活补偿表。
(3)MD32720:下垂补偿表在某点的补偿值总和的极限值。
828D(出口型)为 1 mm;828D(非出口型)为 10 mm。也就是说系统对垂度补偿值进行监控,若计算的总垂度补偿值大于 MD32720 中设定的极限值,则产生 20124 的报警“补偿值太高”,但程序不会被中断,此时以设定的最大值作为补偿值。系统还对补偿值的变化进行监控,限制补偿值的改变,当发生 20125 报警时,说明当前的补偿值的变化太快,超过了 MD32730 设定的垂度补偿值的最大变化量。
(4)SD41300:SD41300=1 下垂补偿赋值表有效。
(5)SD41310:下垂补偿赋值表的加权因子。
由于这两个数据可以通过零件程序或 PLC 程序修改,所以一个轴由于各种因素造成的不同条件下的不同补偿值可通过修改这两个数据来调整。
3 、补偿轴的补偿变量参数
西门子 828D 数控系统的补偿功能,其补偿数据不是用机床数据来描述,而是以系统变量、通过零件程序形式或通用启动文件(-INI 文件)形式来表达。描述如下:
(1)$AN¬-CEC[t,N]:(插补点 N 的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。)
(2)$AN¬-CEC-INPUT-AXIS[t]:(定义基准轴的名称)
(3)$AN¬-CEC-OUTPUT-AXIS[t]:(定义对应补偿值的轴名称)
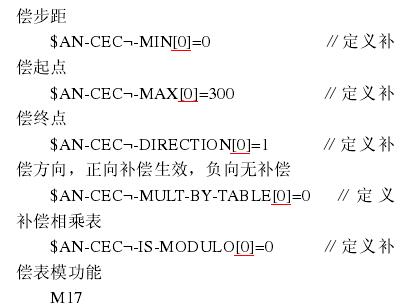
(4)$AN¬-CEC-STEP[t]:(基准轴两补偿点之间的距离)
(5)$AN¬-CEC-MIN[t]:(基准轴补偿的起始位置)
(6)$AN¬-CEC-MAX[t](基准轴补偿的终止位置)
(7)$AN¬-CEC-DIRECTION[t]:(定义基准轴补偿方向) 其中$AN¬-CEC-DIRECTION[t]=0:补偿值在基准轴的两个方向有效;$AN¬-CEC-DIRECTION[t]=1:补偿值只在基准轴的正方向有效,基准轴的负方向无补偿值;$AN¬-CEC-DIRECTION[t]=-1:补偿值只在基准轴的负方向有效,基准轴的正方向无补偿值。
(8)$AN¬-CEC-IS-MODULO[t]:(基准轴的补偿带模功能)
(9)$AN¬-CEC-MULT-BY-TABLE[t]:(基准轴的补偿表的相乘表,这个功能允许任一补偿表可与另一补偿值或该表自身相乘)
4 、 垂直度的补偿实例
表1所示是一个补偿的实例。Z轴的位置变化,影响 Y 轴的实际坐标位置,Z 轴作为基准轴,Y 轴作为补偿轴,测得的补偿值填入补偿表中,垂度补偿必须返回参考点才能有效。
表 1 垂度补偿的实例

5 、结语
垂直度误差会带来轮廓误差和位置误差。垂直度误差包括线对面的垂直度误差与线对线的垂直度误差,数控机床在加工过程中,各轴的垂直度误差
都经过测试,满足机床的设计精度,经过一段时间的使用,垂直度误差超过设计精度时,就需要进行修正补偿。可以参考本文提出的补偿方法,能够从理论上消除垂直度误差对点位、轮廓的影响。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> CCMT2018展前预览: 瓦尔特以实际行动引领刀具行业迈向工业4.0
- target=_blank> 大型深孔加工机床在线检测系统的研究与设计
- target=_blank>电火花数控插补器的设计
- target=_blank> 钛合金管子的深孔加工
- target=_blank>CAXA 数控车刀具路径探讨
名企推荐







