
基于嵌入式的齿轮加工数控系统的研究
摘要: 为了提高齿轮的加工精度,提出了一种基于嵌入式系统的齿轮加工数控系统.构建了系统的总体框架,并对系统进行了任务划分,设计了多个功能模块;通过确定滚齿对刀点,分析滚刀加工运动轨迹、滚刀和工件的运动关系,计算关键点的坐标值,构建出滚齿加工自动编程的数学模型,在本系统的硬件平台上,开发实现了滚齿加工自动编程功能模块。 为今后齿轮数控加工控制精度的提高奠定了一定的基础。
关键词: 嵌入式; 齿轮加工; 数控系统; 自动编程
1、齿轮加工数控系统的总体设计
(1)嵌入式齿轮加工数控系统的硬件设计由于 Windows CE 操作系统简单、具有系统的开发工具、良好的稳定性等优点,本数控系统选择在Win CE6.0 的操作平台上开发研究,系统由 ARM、DSP、FPGA 构成。其中 EP9315(ARM)微处理器负责完成数控系统的人机交互模块,比如加工参数的存储、输入和显示功能;另外还负责通过网络通信模块将工作信息传送至远程服务器。DSP6713 负责处理数控系统的 复杂运动算法 ,比如,插补处理和伺服位置控制。 把人机交互模块和运动控制模块单独管理,一方面使软件开发更具模块性和灵活性,另外还有助于得到更好的控制性能、加工精度和较快的处理速度。FPGA 采用并行总线的方 式完成机床侧 I/O 信息的传输和接收。
(2)嵌入式齿轮加工数控系统的软件设计考虑到系统的可扩展性和可移植性,也考虑到模块间繁琐的数据交换、程序的运行效率以及开发难度,结合齿轮数控加工的特点,本系统软件功能划分为三大模块,分别是 ARM 界面管理模块、DSP 数值运算模块和机床 I/O 模块。
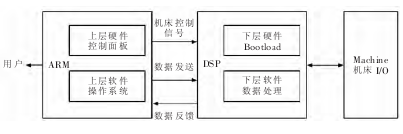
图1 数控系统总体结构框图
2、齿轮加工数控系统设计
齿轮加工数控系统按照任务划分的特点,从任务和功能 2 个方面进行划分,任务划分不仅使功能模块间的通讯接口设计更为合理和软件的结构清晰,还使得系统设计的开放性和扩展性更强。 通过分析齿轮加工数控系统的功能要求, 可知本系统应具备控制和管理 2 个任务。 控制任务分为译码、机床 I/O 控制、位置控制、电子齿轮箱和插补处理等子任务;管理任务又分为自动编程、界面管理、文件管理、加工监控和通讯等子任务。 控制任务与齿轮的加工息息相关,决定加工的效率与精度,因此控制任务的实时性要求强;管理任务负责齿轮加工的外在支持,因此其子任务没有实时性的要求。
(1)自动编程模块
由于齿轮结构的相近性,在齿轮数控加工中,主要有 3 类参数:齿轮参数、刀具参数与工艺参数。 操本文从机床操作界面输入以上 3 类参数,自动编程模块对其处理后,获得刀具运行轨迹数据,然后生成数控加工代码, 最终要生成 DSP 能识别的数据结构,进而控制机床,加工出符合要求的齿轮。
(2)电子齿轮箱模块
电子齿轮箱模块是以软件和电路的形式取代传统的机械式内联系传动链,以完成多个数控轴按照既定的关系运动,以确保各轴的同步关系。 另外,为了保证工件轴与刀具轴运动之间的速比关系
,工件轴的速度由刀具轴与其他进给轴的速度联合决定。
(3)通讯功能
通讯模块的任务是将 ARM 中的数据下发到DSP 中。 如:动静态参数 、PLC 程序数据和 NC 程序数据等。 另外,通信模块还负责将 DSP 中编码器中的反馈数据、PLC 执行状态、报警信息等上传到 ARM中处理和显示。
(4)加工监控模块
加工监控模块可以分为加工图形监控、机床状态监控和报警信息监控 3 个部分。 加工图形监控包括运行坐标和各个数控轴跟踪误差监控;机床状态监控包括机床的本体和附件状态监控;报警信息监控包括报警内容、报警后自诊断和历史记录查询监控。
3、滚齿自动编程研究实现
滚齿加工是加工齿轮的常用方法之一,有径向、轴向、切向、径向轴向和对角等方法。 其中轴向滚切法常用来加工圆柱齿轮、圆锥齿轮等外齿轮,本文以轴向滚切法为例进行说明。
3.1 构建数学模型
(1)确定滚齿对刀点
为了保证工件的加工精度,避免切入时间或空行程时间过长,要求对刀方便、准确。 在加工时,把滚刀对准齿坯的上顶面, 确定其在 Z 轴方向的位置,滚刀在齿坯圆柱面上的浅浅切痕确定其在 X 轴方向的位置。 对刀时,当滚刀进给到齿坯的圆柱面时,让齿坯运动一周,以查看其展成运动正确与否。
(2)确定滚刀加工轨迹和计算关键坐标点
以轴向滚切法为例,如图 2 所示,滚刀的运动轨迹是 0→1→2→3→4→1。 滚刀的起点位置是机床的零点;再快速到位置 1;同时,电子齿轮箱功能开启,使滚刀径向进给到位置 2;为了切出全齿宽,滚刀轴向运动至位置 3;最后退刀至位置 4,一次进给加工结束。由此可见,这 5 个关键位置非常重要。另外,加工齿轮类型不同,关键位置也不同,要依据具体情况而定。
①滚刀起始点 用(X0,Z0) 表 示 , 依据加工情况而定,如图 2 所示,滚刀零点位置为:(X0=L,Z0=W);
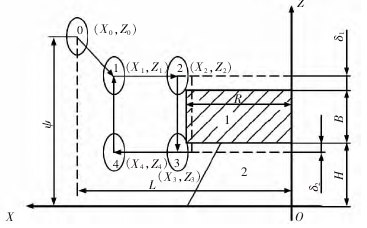
图2 轴向滚切法滚刀的运动轨迹
②关键点 1 用(X1,Z1)表 示 ,在工作中 ,关键点1 是滚刀循环切削的起始位置。 为了减少切入时间和空行程,可取滚刀切削刃距离齿坯 3 mm 处作为位置 1 在 X 轴方向的坐标位置,Z 轴方向的切入行程δ1要通过查阅齿轮加工手册得知。结合图 2 可知关键点 1 的坐标值为(X1=R+r+3,1=H+B+δ1);
③关键点 2 用(X2,Z2)表示,是滚刀开始对齿坯进行切削的位置,其在 X 轴方向的位置是由齿坯半径、 滚刀半径和第 1 次进给深度确定 ap1,ap1这个值由用户输入,Z 轴坐标值 Z2与 Z1一样。 结合图 2 可知关键点 2 的坐标值为(X2=X1-ap1,Z2=Z1);
④关键点 3 用(X3,Z3)表示,是滚刀循环切削的结束位置, 其在 X 轴方向的位置与关键点 2 的一样,Z 轴坐标值由齿坯厚度、安装高度以及切出行程确定。 结合图 2 可知关键点 3 的坐标值为[X3=X2,Z3=H-δ2=Z2-(B+δ1+δ2)];
⑤关键点 4 用(X4,Z4)表 示 ,是滚刀退出位置 ,其在 X 轴方向的位置与关键点 1 一样,Z 轴坐标值Z1与关键点 3 一样。 因此, 关键点 4 的坐标值为(X4=X1,Z4=Z3)。
(3)滚刀和工件的运动关系
①滚刀与齿坯的转速关系齿坯做展成运动时的转速ni=Ktnt/zw式中 nt———滚刀转速,r/min;Kt———滚刀头数;zw———齿坯齿数。
②工件的附加转速工件附加转速nf=±vf/Pz式中 vf———用户输入的滚刀轴向进给速度,r/min;Pz———齿坯的螺旋线导程,mm。
③工件的实际转速nw=ni±nf逆滚加工时, 滚刀和齿坯的螺旋线方向一致时取+,反之为-;
若顺滚加工,滚刀和齿坯的螺旋线方向相同时取+,反之为-。
3.2 模块架构与实现
通过对滚齿加工过程中的功能需求进行分析,确定了自动编程模块由参数输入、参数检查和参数处理组成,如图 3 所示。
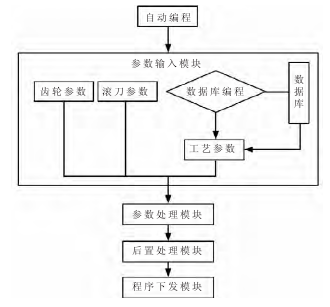
图3 滚齿加工自动编程模块流程图
界面、滚刀参数输入界面和工艺参数输入界面,以便操作者通过其输入齿轮参数、滚刀参数和工艺参数;为了确保输入的参数能满足加工要求,自动编程模块在后台对操作者输入的参数检查,若参数有误,该功能模块会提示并提供给用户错误原因,直到参数正确再进行参数处理;参数处理是对滚刀加工轨迹和关键点进行分析处理,生成数控代码,进而对程序代码进行编译,生成 DSP 需要的数据格式,再由通讯模块将编译后的程序发到 DSP 缓存区,为插补运动做好准备。
首先,要建立起齿轮参数输入4 结语本文介绍了嵌入式齿轮加工数控系统的总体框架设计,并对该系统进行了任务划分,设计了自动编程模块、电子齿轮箱模块、通讯模块、加工监控等多个模块。
最后,分析了滚齿的加工工艺,在本系统的硬件平台上,对滚齿自动编程技术做了详尽的研究,将自动编程技术应用在滚齿的加工中。 为今后提高齿轮加工控制系统的精度奠定了一定的基础。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>基于PMAC运动控制器的3-LJPU并联机构 数控系统的实现
- target=_blank>基于RCS库实现跨平台远程通信
- target=_blank>一种加工中心工作台自动识别系统
- target=_blank>多品种微机电伺服机构小直径销孔高效加工工艺技术研究
- target=_blank> 凸轮磨床 X - C 廓形误差推导与仿真
名企推荐







