
西门子840D精度调整与补偿应用
摘要:本文介绍了西门子840D数控系统常见精度调整与补偿的方法及其在数控机床维修实践中的应用。
1. 换向角调整
(1)换向角。数控机床更换同步电动机后,电动机磁场的零点和编码器的零点常常不一致,两者相差一定的角度,导致电动机运行不平稳,严重时甚至无法启动。西门子840D数控系统提供了同步电动机的换向角(又称同步角、整流角)的调整功能,可以通过相关坐标轴电动机驱动参数来调整换向角使两者一致。
(2)应用实例。某五坐标加工中心更换A轴同步电动机后,电动机功率增大,需要调整换向角,方法如下:①将A轴的驱动参数P1011.12设为1,然后执行N C-R E S E T,进行系统重启。②系统重启完成后将参数P1017设定为1,然后加坐标轴使能,在J O G方式下点动一下A轴,使A轴运动,A轴同步电动机开始自适应,自适应完成后840D数控系统自动调整好换向角,并自动记录到参数P1016里,同时参数P1017自动变成0(该步骤完成后系统会出现300799号报警,忽略该报警即可)。③保存驱动参数并执行NC-RESET进行系统重启,重启完成后修改的驱动参数才生效,换向角调整完成。注意一般要执行换向角调整操作两次,两次自动调整的换向角结果(参数P1016 中的数值)变化范围不超过5°为合格。
2. 零点偏置调整
( 1 ) 零 点 偏 置 。 西 门 子8 4 0 D 数控系统中的参考点偏移量参数是M D34090,可以在里面人为设定机床原点的偏移量。当机床实际的坐标位置与所想要的坐标位置有偏差时,可以在此参数里进行补偿,设置MD34090(新)=MD34090(旧)+实际的坐标位置与理想的坐标位置的偏差。注意,MD34090参数更改后需要系统断电重启、机床轴回零后才能生效。
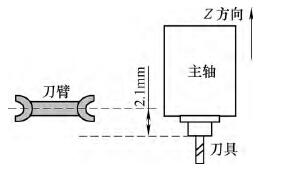
(2)应用实例。某加工中心,Z轴光栅尺故障,更换完光栅尺后,刀库自动换刀时发出响声,发生撞刀故障。原因是更换了Z轴光栅尺,Z轴零点位置和以前有偏差,致使换刀时刀臂中心线与主轴装刀孔中心线不在同一水平面上,导致撞刀现象发生。维修时首先用百分表检测出刀臂中心线与主轴装刀孔中心线相差2.1mm,如图1所示。将Z轴零点偏置参数MD34090由原来的0改成2.1后,故障修复。
3. 同步轴调整
(1)同步轴。龙门移动式机床的龙门驱动属于双轴驱动,例如定义龙门移动为X轴,实际上X轴是由X1和X2两个轴构成的,一个是主动轴,一个是同步轴(也叫 从 动 轴 ) 。 对 X 轴 的 运 动 指令、编程指令是针对主动轴的,同步轴跟随主动轴同步运动。西 门 子 8 4 0 D 数 控 系 统 中M D 3 7 1 0 0 龙门同步轴开关的设置(以X轴为例)为:设定X1的M D37100=1(龙门同步组1的主动轴),即定义X1轴为主动轴;设定X2的MD37100=11(龙门同步组1的同步轴),即定义X2轴为同步轴。
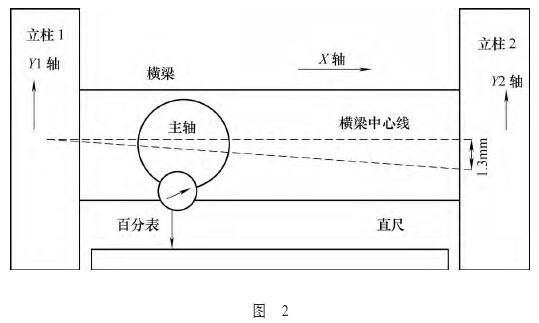
(2)应用实例。某数控镗铣床,JOG方式下X轴可以运动,但是横梁(即Y轴)移动就出现报警,报警内容为龙门超差。分析原因是横梁扭曲超出极限值,即横梁中心线不水平了,龙门轴扭了,也就是龙门横梁Y轴的主动轴Y1和同步轴Y2不同步了,两者之间距离太大而超出允差带。维修时需要重新调整Y1和Y2的相对位置使两者平衡,首先用百分表测量横梁扭曲程度,百分表固定在主轴上,表针压在直尺上,在X轴负向端点将百分表置零,JOG方式下移动X轴向正向运动,测出X轴正向端点百分表读数值1.3mm,说明Y1轴和Y2轴相差1.3mm,即横梁中心线偏差1.3mm,如图2所示。
维修时首先将Y1和Y2的MD37100都改成0,将Y1和Y2的同步关系取消,使Y1和Y2成为两个单独的坐标轴。JOG方式下将Y2在原位置基础上开动1.3mm,使得横梁中心线水平。因为Y2开动了1.3mm,所以需要修改Y2的零点偏置MD34090参数,将MD34090里的数值改成:新值=旧值+1.3。将Y1和Y2的M D37100改回原值,恢复两者之间的主动轴、同步轴关系。最后断电重启坐标回零后,横梁运动平稳,横梁扭曲故障排除。
4. 反向间隙补偿
(1)反向间隙。由于螺母结构本身的间隙及其受轴向载荷后的弹性变形,滚动丝杠螺母机构存在轴向间隙,该轴向间隙在丝杠反向转动时表现为丝杠转动一定角度,而螺母未移动,形成了反向间隙。
(2)应用实例。某三坐标数控铣床,机床在加工零件时出现X、Y坐标尺寸正常,但是Z向误差过大,造成零件超差。测量机床Z轴的反向间隙,在手脉(手摇脉冲发生器)进给方式下移动机床,利用百分表测量指令值与实际运动距离是否一致,发现当Z轴首次反向运动时,实际运动距离比正常指令值少0.09mm左右,说明存在反向间隙,该反向间隙在数控系统的补偿范围内,将机床参数MD32450由原来的0.05改成0.14后,Z向加工尺寸超差问题解决。
5. 刀具矢量补偿
(1)刀具矢量。在五坐标运行过程中,对于刀具在空间的定位是靠矢量的组合来处理的。在维修实践中,可以利用840D数控系统的矢量补偿功能来弥补因旋转坐标回转精度不好而造成的加工精度差的问题。在840D数控系统中由机床参数“MD24550 $MC_TRAFO5_BA S E_TO O L_N”来具体完成该补偿功能,该参数有3个分量,分别对应刀具底部到旋转中心的矢量在X、Y和Z坐标3个方向的分矢量。
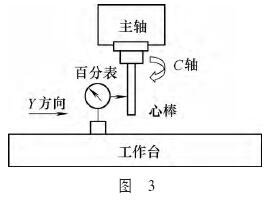
(2)应用实例。某五坐标数控机床在进行三坐标加工时正常,在五坐标加工时零件尺寸超差。需要对C轴的回转精度进行检查:A、C轴回零,然后加上五坐标指令,将百分表打在Y方向心棒的母线上,旋转C轴一周,百分表检测的最大偏移值为±0.10mm,如图3所示。说明C轴的回转中心和主轴的回转中心不重合,C坐标的精度超差从而造成了零件外型尺寸超差。在参数MD24550中进行补偿(Y轴方向),补偿值为0.05mm。补偿后进行检验的结果表明,精度满足实际加工要求。
6. 结语
熟练运用数控系统的各种精度调整和补偿,可以有效改善数控机床定位精度和加工精度,快速修复因加工零件尺寸超差等原因造成的机床精度故障。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>盾构机掘进中刀具损坏及维修措施探讨
- target=_blank>数控机床常见数控系统参数的备份与恢复方法
- target=_blank>深孔加工振动断屑装置设计
- target=_blank> 试论数控技术在机械制造行业中的应用
- target=_blank>深孔加工恒扭矩智能控制系统的设计
名企推荐







