
旋转超声加工光纤预制棒预应力深孔
摘要: 熊猫型保偏光纤( PANDA PMF) 由于性能优越而得到广泛应用,但其光纤预制棒预应力深孔的加工一直是光纤生产过程中的难点. 为避免传统预应力孔加工方式中的缺陷,本文采用自行研制的加工装置进行非接触式旋转超声加工,并进行了对比实验. 共设计了 3 组光纤预制棒的深孔加工实验,得到了较优的加工方案,最终实现了直径 8. 3 mm、深度 250 mm 的预应力深孔加工.
关键词: 熊猫型保偏光纤; 旋转超声加工; 光纤预制棒; 深孔
随着光纤在军事、医疗、电子、通信等领域的应用和研究的不断深入,光纤技术得到了快速进步,从幅度调制逐步向相位调制和偏振态调制发展. 普通的单模光纤具有衰减低、带宽高的优点. 但是由于在制造过程中产生的结构不对称性,光纤存在本征残余应力,而且使用时不可避免地受到外部应力的作用,因此这种光纤对于光波偏振态的精确输出存在缺陷,并不适用于光纤陀螺仪、光纤偏振器等高精度的光纤传感器.保偏光纤( polarization maintaining fiber,PMF) 由于能够精确控制偏振态光波输出,具有更高的保密性而得到研究和应用. 在种类繁多的保偏光纤中,熊猫型保偏光纤( PANDA PMF) 由于具有优越的光学性能而受到用户青睐. 但是熊猫型保偏光纤的制备,尤其是其光纤预制棒的制备一直是个难题,其中一项关键技术就是预制棒预应力深孔的加工. 孔的直线度、内孔的表面粗糙度、两孔对称性都会对拉丝后得到的熊猫型保偏光纤的性能产生直接影响.
预应力孔的加工目前主要采用传统的套料钻加工方式. 这种方式只有一个刀具旋转运动,为了能够保证一定的切削速度,往往需要刀具在加工过程中有较高的转速. 但是由于刀具刚性差,转速过高容易造成钻孔方向的偏差和钻头端部的摆动,使钻孔的半径增大,孔的质量大大下降. 此外,传统的套料加工效率低,需要大量时间才能完成孔的加工,刀具的磨损也很严重.
旋转超声加工是加工硬脆材料的一种重要手段,具有加工效率高、切削力小、切削热少、工件表面/亚表面损伤小等优势. 本文采用自行研发的非接触式旋转超声加工装置,设计了 3 组针对石英玻璃光纤预制棒预应力深孔的加工实验,旨在分析旋转超声加工的优势,提高预应力孔加工效率.
1 、加工原理与实验装置
1. 1 加工原理
旋转超声加工原理如图 1 所示,刀具在旋转的同时,在轴向上被施加了一个高频振动,从而使刀具与工件间歇性地接触,切削液更易进入,冷却更充分,同时也利于切屑的排出.
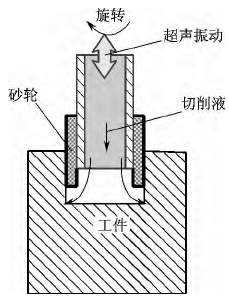
图1 旋转超声加工原理
电信号的传输是旋转超声装置实现的一个关键问题,主要有两种传输方式: 接触式和非接触式. 接触式电能输送方式一般使用电刷来传输超声信号. 由于转动件和静止件之间的导电是通过接触方式实现的,所以摩擦非常严重,刀具的转速受到限制,且容易产生打火、积碳等安全问题. 非接触式的电能传输方式很好地解决了这些问题,其原理如图2所示,超声电源将超声信号传送给发射端,发射端通过感应的方式将能量输送到接收端,与接收端相连接的压电陶瓷在超声信号的驱动下产生振动,由变幅杆放大后带动刀具,实现刀具的超声振动。
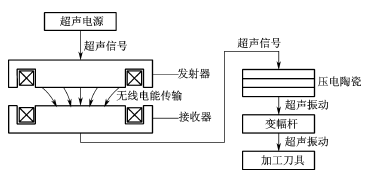
图2 非接触式电能传输原理
1. 2 实验装置
基于上述原理研发了非接触式旋转超声加工设备,并对光纤预制棒进行旋转超声辅助打孔实验. 旋转超声加工装置由超声波电源、换能器、变幅杆和刀具组成. 由于加工刀具的尺寸将直接影响系统的谐振频率,这里使用了可变频率和振幅的超声波电源,从而保证超声辅助加工总能够达到最优效果. 实验装置如图 3所示,通常光纤预制棒的外圆面做得比较准确,这里为了保证加工出的孔具有较高直线度和平行度,采用三爪卡盘夹住预制棒的外圆面进行定位.

图3 实验装置
2、 实验结果及分析
为了比较旋转超声加工方式与传统加工方式的不同,设计了 3 组对比实验,实验参数如表 1 所示.

表 1 三组实验参数
2. 1 实验一
实验一采用传统加工方式,当加工至 60 mm 左右深度时,刀具颜色变红,表明温度明显升高. 停止加工后,发现刀具前端的金刚石颗粒已经脱落,而且中心孔已经被融化的石英堵死,如图 4 所示,加工出的预应力孔有明显的崩边( 最大处 1. 2 mm) 和喇叭口现象.

图 4 刀具内孔被光纤材料堵死
由于刀具悬臂较长,刀具的刚性差,在刚切入工件时会产生比较大的冲击力,导致刀具偏摆,非常容易产生崩边的现象. 在加工过程中刀具与套料加工出的芯轴始终接触,压迫芯轴使其断裂从而堵塞刀具内孔,阻止了冷却液的流出,显著降低了冷却效果,切削区域温度显著升高,致使磨粒脱落,芯轴温度升高熔化,堵死了刀具内孔.
2. 2 实验二
实验二采用非接触式旋转超声加工方式,在刀具刚进入工件时有明显的响声,进入 4 mm 左右时声音变平稳. 加工结束后并未出现芯轴断裂堵塞内孔导致冷却液无法排出的现象. 入口处并未出现明显的崩边.套料加工出的芯轴如图 5 所示. 可以看出在芯轴端部出现了一个圆锥,其长度大约为 3 mm 左右,这与加工开始时我们听到的刺耳响声相吻合. 分析其原因,是由于加工刀杆较长,回转精度和刚度难以保证,在刀具刚钻进光纤时刀头出现了偏摆,导致芯轴变细,内孔直径变大. 同样的现象也出 现在了传统的加工方式中. 在孔加工过程中笔者发现,使用了超声辅助加工之后,一方面刀具与芯轴间歇性接触,另一方面产生了较大的加速度,将芯轴磨细,有效地避免了芯轴断裂导致的加工失败.
图 5 加工得到的芯轴
2. 3 实验三
实验三采用非接触式旋转超声加工方式进行二次打孔. 第一次打孔使用长为80 mm 的具有高回转精度和刚度的短刀,刀具直径仍为 8. 3 mm,转速为 2 200r / min. 在光纤上端部,预先转入一个深为 10 mm 的定位孔. 此时加工声音清脆. 加工到预定深度后退刀,换为实验二中的长刀具,刀具以 15 mm/min 的进给速度,以 1 426 r/min 的转速移动到孔深 8 mm 的位置,以 2 200 r/min 的转速继续加工至结束,加工过程中刀具前进平稳. 在加工结束后并未发现实验二中的芯轴变细和喇叭口现象.
由前面的加工可知,长刀在钻入工件时偏摆严重.使用短刀预打孔可有效避免这一现象.换成长刀之后,之前的预钻孔起到了一定的束缚作用,限制了刀具的偏摆,所以这种加工方式可以在一定程度上抑制喇叭口的出现.此外,由于内孔的表面质量比较难于测量,直接对加工出来的芯轴表面进行测量得到表面粗糙度Ra为 0. 8 μm.
3 、结 语
本文采用非接触式旋转超声加工装置,进行了光纤预制棒深孔加工的实验,通过 3 组实验的对比,得到了较优的加工方案,最终实现了直径 8. 3 mm、深度250 mm 的深孔加工. 实验结果表明: 相比传统的磨削加工,采用旋转超声加工可以有效促进深孔加工中切屑的排出,散热效果好,因此可以显著提高加工效率,并且在一定程度上能够减少崩边现象的发生,对于熊猫型保偏光纤预制棒预应力深孔加工具有较高的应用价值.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>榨辊藕孔加工专用机械与设备
- target=_blank>试论车刀几何参数对数控车床加工精度的影响
- target=_blank> 移动刀具信息软件试用
- target=_blank>三菱机械手与上位机通信的VB实现
- target=_blank>西门子840D精度调整与补偿应用
名企推荐







