
数控镗铣加工中心任意角度位置快速定位
摘要:数控镗铣加工中心适用于箱体类零件的加工,通常工作台在 4 个特殊的位置(0°、90°、180°、270°)上加工,如遇到工件上有斜孔即工作台不在 4 个特殊的位置,而是旋转一定角度,就需要定位加工,文中通过宏程序实现了数控镗铣加工中心任意角度位置的快速定位,操作者只需输入几个参数,机床就可按宏程序快速定位建立坐标系加工。
关键词:任意角度;宏程序;快速定位
1、任意角度位置理论分析
假定:工件上有一任意角度 α(0°~180°)位置的斜孔M-N 需要加工(如图 1 所示),现在分两种位置分析:
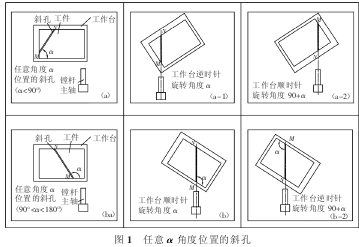
1.1 α<90°位置(图 1(a))
1)如要求斜孔轴心线与机床主轴中心同心且 M 靠主轴端,则工作台(工件)必须逆时针旋转 α 角度,图 1(a-1)位置;
2)如要求斜孔轴心线与机床主轴中心同心且 N 靠主轴端,则工作台(工件)必须顺时针旋转 90+α 角度,图 1(a-2)位置。
1.2 90°<α<180°位置(图 1(b))
1)如要求斜孔轴心线与机床主轴中心同心且 M 靠主轴端,则工作台(工件)必须顺时针旋转 α 角度,图 1(b-1)位置;
2)如要求斜孔轴心线与机床主轴中心同心且 N 靠主轴端,则工作台(工件)必须逆时针旋转 90+α 角度,图 1(b-2)位置。
2 、任意角度位置计算
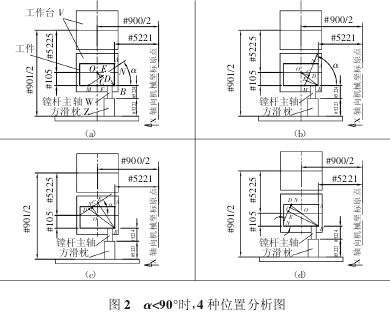
2.1 α<90°位置(如图 2 所示)
1)根据假定进行分析,设定:工作台座标系为 G54,工作台为 0°位置,O为工作台回转中心,斜孔轴心线为 M-N,B 点为建立工件坐标系原点,连接OB,∠OBA =β,C、E 分别为通过O、B在 MN 线上的垂点,D 为 OB 与 MN 的交点,当 MN 在 OB 之间时,为图 2(a)和图 2(b)所示,当 MN 不在 OB 之间时,为图 2(c)和图 2(d)所示。
2)重点分析图 2(a)位置为例:a.#900/2 为机床 X 轴工作台中心机械坐标,#901/2 为机床工作台 V 轴中心原点机械坐标,两参数机床均已确定(已知),b.#5221、#5223、#5224、#5225 分别为
X 轴、Z 轴、W 轴、V 轴的坐标,4 个参数均在建立坐标系时已知,c.根据工件已知条件 α 角度,可计算出 BE 数值,通过图 2(a)几何关系的计算,求出 OC,镗杆主轴中心只要按宏程序指令偏移工作台中心 OC 值及工作台按指令要求旋转,就能使主轴中心与斜孔轴心线 MN 重合,实行快速定位。
在△BMN 与△BEN 中,∠BNM 为公共角,E 为垂点,
∴△BMN∽△BEN,∠EBN=α,
∵∠DBE=∠OBN-∠EBN,∠OBN=β
∴∠DBE=β-α
又 ∵ 在△OCD 与△BED 直角三角形中,∠ODC 与∠BDE 为对顶角相等,
∴△OCD∽△BED,∠DOC 与∠DBE 相等。在直角△OFB 中,
OF=#105=#901/2-#5223-#5224-#5225,
BF=#900/2-#5221
∴OB=SQRT(OF*OF+BF*BF)= SQRT(#105*#105*+(#900/2-#5221)*(#900/2-#5221)
∴β=arctan(BF / OF)
在直角△BED 中,∠DBE=β-α,BE(已知可求)
∴BD=BE/cos(∠DBE)= BE/cos(β-α)
在直角△OCD 中,又 ∵OD=OB-BD,
∠DOC=∠DBE=β-α
∴OC=OD/cos(∠DBE)=(OB-BD)/cos(β-α)。
如按机床宏程序变量设制要求,进行设置为:
BE=#100,BD=#101,OD=#102,OB=#103,OC=#104,
∴#101=#100/COS(β-α)
∴#102=#103-#101
∴#104=#102/COS(β-α)
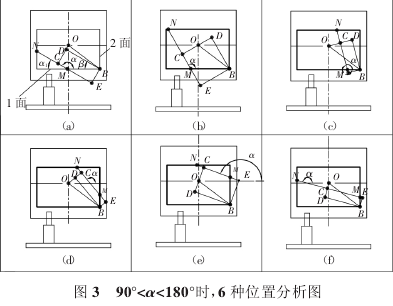
3)通过对图 2(a)的分析和计算,用同样的方法,不难求出 α<90°时,其它 3 种位置 OC 的变量值,如表 1 所示。
从表 1 可分析出,4 种位置情况的 OC(#104)值,由于(β-α)和(α-β)始终在-90°~+90°之间,因此 cos(β-α)与cos (α-β) 始终相等且为正值,所以 OC 值主要取决于#102 的正负值,只要在宏程序编制中 #102 给于绝对值,那么图 2 的 4 种位置就完全一样。
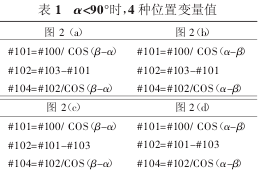
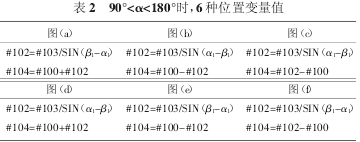
2.2 90°<α<180°位置(如图 3 所示)
设置:α1=180°-α,β1=90°-β,见图 3(a)。用上述图 2(a)的分析方法,同样可分析出 90°<α<180°位置的 6 种情况,在这里不再进一步展开分析,仅把计算结果列于表 2。从表 2 内容进行分析,6 种位置情况比较复杂,因此宏程序比较难判断哪一种位置,为此再设定 2 个参数,如图 3(a)所示,设:工件的前面及右侧面分别为 1 和2,那么图 3(a)、图 3(b)、图 3(c)M 点都在1 面上,图 3(d)、图 3(e)、图 3(f)M 点都在2 面上,根据以上设定,我们就可以对 6 种位置的情况进行判断:图3(a):经过1面,且 α1<β1;图 3(b):经过1面,且α1>β1,#102<#100;图 3(c):经过 1 面,且 α1>β1,#102>#100;图 3(d):经过 2 面,且 α1>β1;图 3(e):经过 2 面,且α1<β1,#102<#100;图 3(f):经过 2 面,且α1<β1,#102>#100。
2、 任意角度位置宏程序编制
o00003501(SETUP WORK COORDINATE)(#910 input angle)(在存储单元 #910 输入斜孔角度,即:与 X 正向轴线的夹角 α)(#100 input projection distance)(在存储单元 #100 输入工件坐标系原点到斜孔轴心线在 XZ 平面内的投影的距离,)
(#912 table clockwise input 1)(工作台顺时针转时,在存储单元#912 输入 1)
(#913 input 1 or 2 )(当 90°<α<180°时,参见图 3:M 点在 1 面上时,#913 输入 1,M 点在 2 面上时,#913 输入 2)
(X#5221,Y#5222,Z#5223,W#5224,V#5225)(坐标系 G54,工作台 B0)
(X#5301,Y#5302,Z#5303,W#5304,V#5305)(当任意角度轴线转至与 W 轴平行时,坐标为 G58)
#900=-18500.754(已知工作台 X 方向机械坐标系)
#901=-7650.077(已知工作台 V 方向机械坐标系)
#904=-600(建坐标系时 W 位置)
#905=-1500(建坐标系时工作台 V 方向位置)
#5302=#5222
#5303=#5223+200(建坐标系时滑枕伸出 200)
#5224=#904
#5225=#905
#908=#5223+#5224+#5225
#105=#901/2-#908
IF[#910 GT90]
GOTO100(α<90°时执行以下程序,参见图 2)
#925=#105*#105
#926=[#900/2-#5221]*[#900/2-#5221]
#103=SQRT[#925+#926]
#106=ATAN[ABS[#900/2-#5221]]/[ABS[#105]]
#101=#100/COS[#106-#910]
#102=#103-#101
#104=ABS[#102*COS[#106-#910]]
IF[#912 EQ1]GOTO30
B[-90+#910]
N10 IF[#102 LT0]GOTO20
#5301=#900/2+#104(图 2(a)(b)工作台逆时针旋转,M 向主轴端)
GOTO200
N20 #5301=#900/2-#104(图 2(c)(d)工作台逆时针旋转,M 向主轴端)
GOTO200
N30 B[90+#910]
IF[#102 LT0]GOTO40(图 2(a)(b)工作台顺时针旋转,N 向主轴端)
#5301=#900/2-#104
GOTO200
N40 #5301=#900/2+#104(图 2(c)(d)工作台顺时针旋转,N 向主轴端)
GOTO200
N100 #911=180-#910(90°<α<180°时执行以下程序,参见图 3)
#103=SQRT[#105*#105+[#900/2-#5221]*[#900/2-#5221]]
#106=ATAN[ABS[#105]]/[ABS[#900/2-#5221]]
IF[#913 NE1]GOTO150
IF[#106 LT#911]GOTO110
#102=#103*SIN[#106-#911]
#104=#100+#102
IF[#912 EQ1]GOTO115
B[-90-#911](工作台逆时针旋转)
#5301=#900/2+#104(图 3(a)N 靠主轴端)
GOTO200
N115 B[90-#911](工作台顺时针旋转)
#5301=#900/2-#104(图 3(a)M 靠主轴端)
GOTO200
N110 IF[#100 LT#102]GOTO117
#102=#103*SIN[#911-#106]
#104=#100-#102
IF[#912 EQ1]GOTO118
B[-90-#911](工作台逆时针旋转)
#5301=#900/2+#104(图 3(b)N 靠主轴端)
GOTO200
N118 B[90- #911](工作台顺时针旋转)
#5301= #900/2- #104(图 3(b)M 靠主轴端)
GOTO200
N117 #102=#103*SIN[#911-#106]
#104=[ABS[#100-#102]]
IF[#912 EQ1]GOTO119
B[-90-#911](工作台逆时针旋转)
#5301=#900/2-#104(图 3(c)N 靠主轴端)
GOTO200
N119 B[90-#911](工作台顺时针旋转)
#5301=#900/2+#104(图 3(c)M 靠主轴端)
GOTO200
N150
#103=SQRT[#105*#105+[#900/2-#5221]*[#900/2-#5221]]
#106=ATAN[ABS[#105]]/[ABS[#900/2-#5221]]
IF[#106 GT#911]GOTO160
#102=#103*SIN[#911-#106]
#104=#100+#102
IF[#912 EQ1]GOTO165
B[-90-#911](工作台逆时针旋转)
#5301=#900/2-#104(图 3(d)N靠主轴端)
GOTO200
N165 B[90-#911](工作台顺时针旋转)
#5301=#900/2+#104(图 3(d)M 靠主轴端)
GOTO200
N160 #102=#103*SIN[#106-#911]
IF[#100 LT#102]GOTO167
#104=#100-#102
IF[#912 EQ1]GOTO168
B[-90-#911](工作台逆时针旋转)
#5301=#900/2+#104(图 3(e)N 靠主轴端)
GOTO200
N168B[90-#911](工作台顺时针旋转)
#5301=#900/2-#104(图 3(e)M 靠主轴端)
GOTO200
N167#104=-#100+#102IF[#912 EQ1]GOTO169
B[-90-#911](工作台逆时针旋转)
#5301=#900/2-#104(图 3(f)N 靠主轴端)
GOTO200
N169 B[90-#911](工作台顺时针旋转)
#5301=#900/2+#104(图 3(f)M 靠主轴端)
N200 M30
3、 结语
以上数控程序通过在数控镗铣加工中心现场试验,按 10 种任意位置的孔分析的情况进行验证,结果完全正确。宏程序操作简单方便,操作者只需输入几个参数(角度、距离、旋向、孔通过面),就能实现机床的快速定位。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控机床中关于轴与光栅尺屏蔽的研究
- target=_blank>生产线刀具破损监控系统研制
- target=_blank> 高效的窄槽铣刀
- target=_blank>试析数控技术在机械加工中的运用及发展
- target=_blank> 一种机械刀具刃磨装置的设计
名企推荐







