
数控磨床的自动对刀装置设计
摘要:自动对刀装置是数控磨床的主要部件。数控磨床对工件完成装夹后,首先要通过自动对刀系统准确找到砂轮加工切入的位置,从而实现高效率更加精确的自动对刀功能。在各类数控磨床上装置自动对刀系统,能够更好地优化生产工艺,提高生产效率。本文对自动对刀装置的测量原理与结构形式进行分析,并深入介绍了数控端外圆磨床自动对刀装置设计以及数控螺母磨床自动对刀装置设计。
关键词:数控磨床 自动对刀装置 定位
1、自动对刀装置的结构形式分析
数控磨床自动对刀装置的结构形式主要有直线式和回转式。关于两种结构形式的确定,主要取决于数控磨床对自动对刀装置布局上的满足度,然后是根据测量的功能、准确度以及性能大小等方面来进行确定。自动对刀装置无论是哪一个结构形式都必须结构紧凑,而且需要在准确测量后,将侧头脱离数控磨床的磨削区域。但是,需要注意的是,不能影响到需要磨削的工件装夹,要做好设备调试,及时更换砂轮,同时要确保自动对刀装置结构形式的密封性能。通常,数控磨床自动对装置中的回转式所采用的是液压传动的方式,这样能够快速实现数据线回转减速定位,目的是确保重复定位的精确度,保持在磨削过程中的可靠性与平稳性。
2、数控端面外圆磨床自动对刀装置
2.1 对刀位置设计与方法
数控端面外圆磨床的主要用途是对滚珠丝杠螺母的外圆与端面进行磨削,而自动对刀装置的目的是对端面位置进行测量,如图 1 所示。
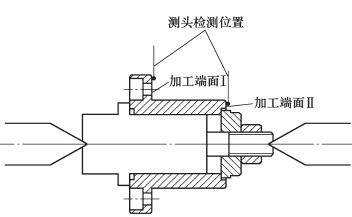
图 1 自动对刀装置
2.2 测量原理分析
工件完成装夹后,需要通过手动方式正确设定自动对刀的安全起始位置。需要注意的是,此时侧头并没有接触到需要磨削的工件。检查完毕后,启动自动磨削程序。首先,要将 X 轴砂轮架移动到安全区域,将侧头伸出来,然后将 X轴直接切入到大端面,沿着 Z 轴的正方向开始进行移动。当侧头接触到端面后,数控磨床系统会将此次移动的位置准确记录下来,然后再返回到安全位置。其次,侧头还需要切入到小端面,并且沿着 Z 轴的正方向移动,侧头接触的系统会将第二次移动的位置准确记录下来。最后,结合前面两次记录的数据,对侧头、工件、砂轮的位置进行最后调整,然后开始自动磨削。另外,数控磨床自动对刀装置的安全保护措施需要纳入磨削程序,并且切实执行。例如:手动操作过程中,侧头能够任意退出或者收回。但是,在具体运作的过程中,侧头要在 X 轴与 Z 移动至对刀区域的情况下才能伸出来,其他任何情况侧头不能伸出。
2.3 机械结构设计分析
机械结构设计一般是机床生产厂家根据机床产品的实际需要来设计的,采用液压驱动,导柱导套在直线传动过程中一般都会发生回转情况,例如:在机床上装置回转控制机构,但是整体结构便会更加庞大。通常会采用直线滚动导轨副传动,以能够更好地控制除开直线运动以外的自由度,而且结构比较紧凑,运作过程中能够保持更高的精准度,还能提升传动效率。另外,考虑到单机改造下的支架设计,采取铸件形式成本较高,因此根据实际情况选择焊接的方式,让整体结构能够更加紧凑,也方便生产,能够更好地满足与轻载状态的直线运作实际的需求。
3、数控螺母磨床自动对刀装置
3.1 对刀设计与方法
数控螺母磨床的主要用途是磨削滚珠螺母螺纹滚道。在进行对刀的过程中,要校准螺母外圆上的返向器,要将对刀对准滚道的重心,误差不能超过 0.03mm,对刀位置如图 2 所示。
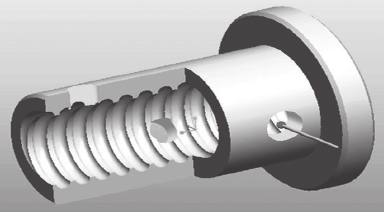
图 2 对刀位置
3.2 测量原理分析
螺母磨床测量原理需要将对刀准确对向工件的返向器孔中心。主要的对刀程序是:首先,要将工件安装好,将 X轴的行动位置提前设定好,同时还要将侧头伸出来,X 轴沿着正方向开始进行移动,让侧头进入返向器的中心孔;其次,Z 轴与 C 轴必须要分别沿着正负方向进行移动,侧头开始触碰时系统开始记录坐标,一般需要记录 4 个坐标。系统将数据进行归纳后,经过计算,能够准确规划出滚道的中心,然后将 Z 轴与 C 轴进行调整,达到正确的螺旋位置后,才能开始进行自动磨削。
3.3 机械结构设计分析
螺母磨床自动对刀装置机械结构设计过程中需要满足:首先,侧头在伸出过程中,螺母磨床的高度和纵向在方向上必须与砂轮中心保持一致;其次,当侧头开始退回时,注意应该是低于砂轮电主轴端面;最后,机床上侧头与砂轮中心的横向距离应该大于机床能够加工的最大螺母外援尺寸,重复定位精度不能超过 0.002m。螺母磨床的机构比较复杂,砂轮架周围的空间也不多,气缸行程应该选择 250mm,型号是 MAL20X250SCM,机械设计结构设计如图 3 所示。
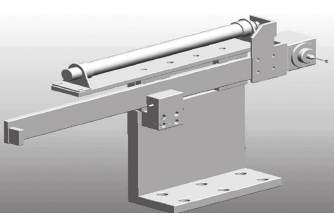
图 3 机械设计结构设计
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控刀具补偿的有关问题探究
- target=_blank> 铺平道路:使用Store Share View走向云端
- target=_blank>数控火焰切割系统 Z 轴高度补偿功能的实现
- target=_blank>提高三角形螺纹数控车削质量的方法
- target=_blank>数控机床自动化网络信息安全综合防护方案
名企推荐







