
KPC5000-AR 型数控龙门铣镗床散热故障的分析与处理
【关键词 】数控龙门铣镗床 油温 散热
摘 要 :过热停机是机加工设备常见故障之一 ,易造成设备连续化作业中断 ,影响企业生产效率 。 本文针对 KPC5000-AR 型 数控龙门铣镗床的过热停机问题展开分析并提出一种解决方案,为相关设备处理类似故障提供参考。
0 引言
现代企业生产对机加工设备的依赖性越来越高,如果设备故障停机导致连续化作业中断,将直接影响企业的生产效率。 我公司自 2007年引进一台由西班牙 Zayer 公司生产 KPC 5000-AR 型数控龙门铣镗床,自 2011 年 5 月至 2015年 5 月期间,多次出现油温过高故障报警停机。
本文针对该设备的过热问题进行分析并提出解决措施。
1 、KPC 5000-AR 型数控龙门铣镗床简介
如图 1 所示,KPC 5000-AR 型数控龙门铣镗床(以下简称龙门铣镗床)主要由龙门架、床身、工作台(工作 X 轴)滑枕(工作 Y 轴)、主轴(工作 Z 轴)、延伸头、万能头、电气系统和液压系统组成。

图 1 KPC 5000-AR 型数控龙门铣镗床
龙门铣镗床包含启动、换头、定位和加工四个工况,其中,在启动工况中工作台和滑枕移到零点,换头工况中程序根据加工件的类型而将刀头切换为延伸头或万能头,定位工况中工作台将移到指定加工位置,加工工况中电机带动刀头加工工件。
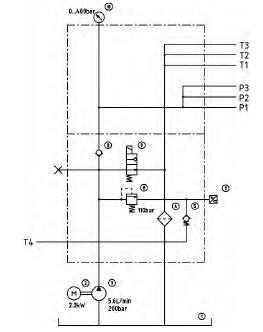
图 2设备改造前油源液压原理图
1.油箱;2.电机;3.齿轮泵;4.回油过滤器;5.单向阀;6.溢流阀;7.压力传感器;8.单向阀;9.卸荷电磁阀;10.压力表
液压系统用于主轴偏载平衡、刀具移动和刀头夹紧,其中油源液压原理如图 2 所示。 P1、P2 和P3 对应于各执行器的压力油口,电磁换向阀 9 作为加工工况中的卸荷阀
,在执行转头、换刀等动作时加压,待设备处于加工工况时卸荷。
2 、故障分析
液压系统中产生的热量,一部分使油温升高转变为油液的内能,一部分经油箱表面散发到空气中去。 如果系统发热大于油箱散热能力,油温就会持续升高。
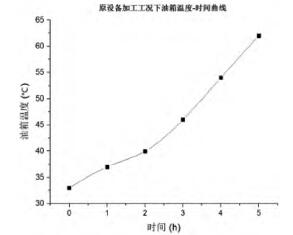
图3 油箱温升曲线
图 3 是设备过热过程的实测油箱温升曲线,测试环境温度为 28℃。液压系统油箱的长、宽、高尺寸为:a×b×c=0.24×0.22×0.36m,油液体积为 20L。 根据图 3 所示温升曲线和油液体积可计算出液压系统发热超出油箱散热能力的功率为:
P=Cm△T/t=CρV△T/t (1)
其中,C 为油液比热容,取值 1.97k J/(kg·K),ρ 为油液密度,取值0.855kg/L。 V 为油液体积 ,取值 20L,△T 为温度升高值 ,取值 29℃,t 为温升持续时间,取值 18000s,代入数据得超出散热能力部分的功率为0.054k W。由图 3 可以看出整个过程中油箱温度上升平稳,另外考虑到加工工况时间占比最长,其余工况总时间占比很小,因此可初步认定热量主要来自于加工工况。
加工工况下液压油源处于卸荷状态,不对外输出压力,因此发热原因可限定在油源部分,具体可能有以下两个方面:
1)回油过滤器堵塞导致卸荷不彻底随着使用时间累积,油液污染物会导致回油过滤器堵塞回油过滤器两端压差增大,使系统卸荷不彻底,引起发热。
2)液压泵效率降低导致的过热设备从 2007 年投入使用,至 2011 年首次出现过热故障,期间设备投入使用了约 5 年时间,齿轮泵在长期运行过程中可能会磨损、老化
导致效率降低,功率损耗转化为热量使油温上升。为明确发热原因,试验人员将滤芯进行了更换,试验发现更换滤芯后系统过热并无改善,因此可认为齿轮泵效率降低是导致系统过热故障的主要原因。
3 、处理方案
更换齿轮泵是较为直接的解决方法,但该机床为进口设备,从原厂购进齿轮泵成本高昂,且该齿轮泵安装接口特殊,难以找到匹配的替代产品,因此考虑对原液压系统进行改造,给油箱加入额外的冷却系统来解决过热问题。
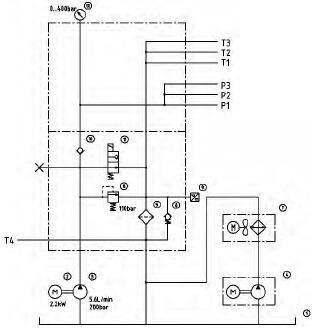
图 4 设备改造后油源液压原理图
1.油箱;2.离心泵;3.电机;4.齿轮泵;5.回油过滤器;6.单向阀;7.溢流阀;8.压力传感器;9.风冷却器;10.单向阀;11.卸荷阀;12.压力表 。
改造后的机床油源系统的实测油温曲线原理如图 4 所示,该散热系统由一个离心泵 2 和一个风冷却器 9 构成。 其中冷却器 9 的冷却功率需大于根据式(1)计算出的多余发热功率,因此冷却器允许的最小当量冷却功率 K 可通过式(2)计算:
其中 P 为根据式(1)计算的多余发热功率,值为 0.054k W;T 为油箱热平衡期望温度,取值 50℃;T0为环境温度,取值 28℃,代入数据后得到冷却器的最小当量冷却功率 K 为 0.002k W/℃。根据计算结果,选择油/风冷却器 HD0810T 作为散热系统的冷却装置,该冷却器适用油压系统功率为 1.5-2.2k W,适用流量为 10-60L/min,在 20L/min
的流量下的当量冷却功率为 0.09k W/℃,满足要求;选择离心泵 TCP-118 作为冷却系统的循环泵,该泵的扬程为 12m。图 5 为改造后的设备在加工工况下的温升曲线。
结果显示油箱油温上升逐渐趋于平缓,最终在 45℃达到系统的热平衡,油温稳定不再上升,没有出现过热报警现象,处理方案有效。
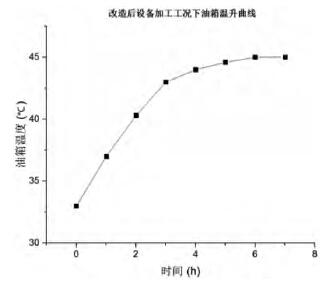
图 5 油箱温升曲线(改造后)
4 、总结
机加工设备的液压系统在连续工作过程中容易发生过热故障,导致设备停机无法连续工作。 本文以 KPC5000-AR 型数控龙门铣镗床为研究对象,分析了其过热原因,提出了增加冷却系统的故障处理方案,结果表明,该方案能有效解决过热故障问题,可为相关设备处理类似故障提供参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 基于 ABB工业机器人上下料的 FUNUC数控加工中心改造关键技术
- target=_blank>梯形螺纹成组丝锥的设计及制造
- target=_blank>加工模具零件的数控铣工艺改进策略探讨
- target=_blank> 五轴数控加工3D 刀具补偿及其后置处理方法
- target=_blank>CA6140 车床进给系统数控改造中滚珠丝杠副的选型和计算
名企推荐







