
五轴联动 BC 型木工雕刻机床结构与数控系统设计
摘要: 针对现阶段木工雕刻机床结构单一的问题,设计一种经济型五轴联动 BC 型木工雕刻机床及其数控系统。通过建立机床的运动学模型,研究五轴 BC 型机床的正逆解; 根据运动学求解的结果,采用 NC 系统嵌入 PC 机的开放式数控系统模式,设计了数控系统的硬件。采用 Visual C++6. 0 对数控系统软件进行编制,运用线程对运动控制进行监管,并对刀轨文件进行仿真加工。通过对维纳斯石蜡模型的加工与测量,验证数控系统加工精度符合加工要求。
关键词: 五轴加工; 木工雕刻机; 开放式数控系统; 运动控制器
随着当今木工行业朝着自动化、集成化和智能化方向的发展,传统手工雕刻逐渐被数控雕刻机床所代替。而现阶段低端数控雕刻机呈现结构单一、加工雕刻种类有限的弊端; 高端数控雕刻机成本过高。所以,研究一种经济、高效又符合木工雕刻行业特点的数控雕刻机床,顺应市场的需求。文献[2]中研究了一种五轴龙门 AC 式木工雕刻机,并对关键部件与刚度进行了设计分析; 文献[3]中对五轴平面雕刻轨迹规划进行了研究; 文献[4]中提出了基于工业以太网结构的木工雕刻机数控系统的开发思想。而 BC 型五轴雕刻机国内外可查阅的资料较少。文中所研究的经济型五轴联动 BC 型木工雕刻机床,采用悬臂梁式-摆动-旋转的结构,可加工横向大幅面木工工件,雕刻范围跨度大、加工效率高、精度高; 能应用于复杂大幅面类木工雕花以及复杂回转类工艺品的加工; NC 系统嵌入 PC 机的开放式数控模式,具有低成本、高控制性能的优点.
1、 机械结构总体设计
1. 1 主要参数
五轴联动 BC 型木工雕刻机床既可运用于大幅面类木工雕花、工艺扇面的加工,也能对复杂回转工艺品进行雕刻。根据机床所要雕刻大幅面类工艺品横向最大尺寸、回转类工艺品最大高度以及经济性等要求,设计机床主要参数如表 1所示。
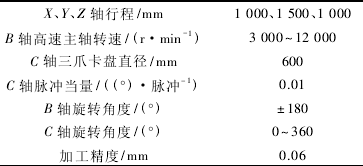
表 1 BC 型木工雕刻机床主要参数
1. 2 机械结构总体设计
根据该机床雕刻工件的种类,合理采用了 BC 型运动轴配置方案,与传统 AC 型五轴雕刻机相比,该结构下机床有效工作空间大,加工行程长,既能对回装类工艺品进行加工,同时又能满足大幅面雕花作品雕刻。机床的主体机械结构由 X 轴移动立柱、Y 轴底座、Z 轴垂直移动臂、B 轴高速旋转主轴、C 轴数控转台及轴间移动导轨和滚珠丝杠等部件组成。具体结构如图 1 所示,实物如图 2 所示。
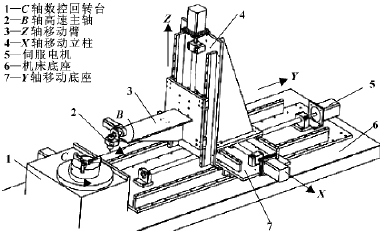
图 1 机床机械结构示意图
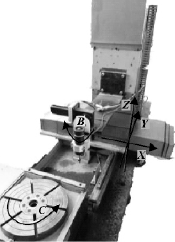
图 2 五轴 BC 型雕刻机床实物图
1. 3 运动学建模分析
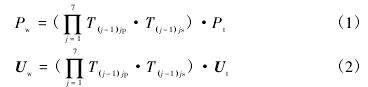
根据坐标变换的基本原理,建立了机床坐标系、工件坐标系和刀具坐标系之间的空间几何关系。基于五轴机床的通用模型,将刀具坐标系下的刀位点坐标命名为 Pt(齐次坐标为 (0,0,0,1)T),将刀轴姿态矢量标记为 Ut(齐次坐标为 (0,0,1,0)T)。通过齐次坐标变换矩阵来表示机床各轴的运动,变换结果使刀具坐标系下的刀位点与工件坐标系下的刀位点坐标重合; 刀具坐标系下刀轴姿态矢量与工件坐标系下的刀轴姿态矢量重合。由此建立等式:
建立如图 3所示运动学模型拓扑结构图.
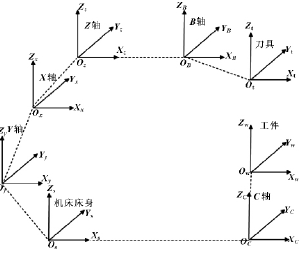
图 3 运动学模型拓扑结构
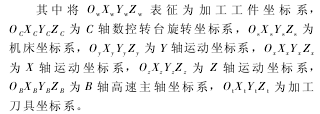
根据五轴 BC 型机床运动模式、各轴之间的拓扑结构和各轴运动行程参数,经过 UG/NX 定制此机床的后处理文件,产生用于数控加工的 G 代码介质。通常 UG 后处理构造器产生的 G 代码为各刀位点运动轨迹的坐标值,即刀具刀尖点在工件坐标系下各点运动的坐标值。在数控系统加载 G 代码执行加工前,须完成机床运动学逆解,即将 G 代码解析成各运动轴在机床坐标系下的运动距离和转动角度。根据机床各轴坐标系的拓扑关系,列出的各轴齐次变换矩阵如表 2所示.

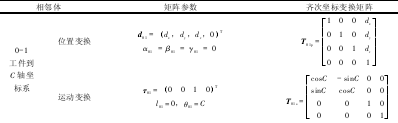


表 2 五轴 BC 型雕刻机床齐次坐标变换矩阵
表 2中:Ts表示运动变换,Tp表示位置变换。将 X、Y、Z 3 个移动轴沿各自坐标系的位移量记为sx、sy、sz; B 为 B 轴在 Z 轴坐标系下 Y 轴转动的角度; C 为 C 轴绕机床坐标系 Y 轴旋转的角度。表 2中齐次坐标矩阵代入公式 (1)、 (2)化简可得如下等式 (3—4):

2、 机床数控系统硬件设计
2. 1 NC 嵌入 PC 数控结构
采用 NC 嵌入 PC 的控制体系优点: (1) 系统开发成本低; (2) 工控机硬件技术发展成熟,可靠性高; (3) 该模式下数控系统开放性好,兼容多种软件平台,有利于软件的二次开发; (4) 软件学习资料齐全,第三方资源丰富; (5) PC 机具有良好的通信功能[5]。一体式运动控制器是构成 NC 嵌入 PC 结构开放式数控系统的核心部件之一。此数控系统采用固高GUC-800 系列运动控制器,其整体线路规划如图 4所示。
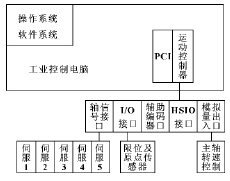
图 4 运动控制卡整体线路规划图
2. 2 伺服电机参数设定
作为工业自动化不可或缺的重要部分,交流伺服系统能够为负载提供最高水平的动态响应和扭矩密度。此五轴 BC 型数控雕刻机床也采用伺服电机驱动各轴运动,整个系统采用半闭环控制模式,通过编码器将伺服电机的实时位置反馈给伺服电机驱动器.Y 轴通过布置于机床床身的导轨丝杠相对机床做水平运动; X 轴置于 Y 轴导轨之上,沿水平方向移动; Z 轴电机为带制动器的伺服电机,在电机断开伺服使能或机床出现故障时,能防止 Z 轴由 于自重下滑。该机床采用滚珠丝杠机构来传动,所以驱动器电子齿轮比 Pn202 和 Pn203 参数设定如表 3 所示。将伺服电机脉冲当量设置为 0. 001 mm/脉冲,B、C 两轴的脉冲当量设定为 0. 01 (°) /脉冲。
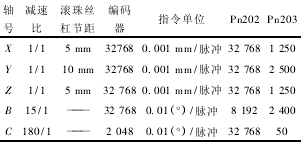
表 3 各轴伺服电机 ( 安川伺服电机) 电子齿轮设置
3、 五 轴联动 BC 型木工雕刻机床数控系统软件设计
3. 1 数控软件整体功能分析
数控系统软件人机互动界面是操作者与控制机床之间的窗口,此数控软件具有一系列人机交互基本操作,如机床点动操作按钮、启停急停按钮、加工代码分析与显示框、调试功能区等,并加入 G代码仿真功能,能仿真刀具加工刀轨路径,及时发现异常加工。具体功能模块如图 5 所示。
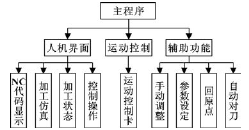
图 5 软件功能模块图
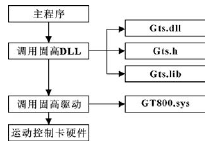
图 6 软件与运动控制卡通信
3. 2 基于 VC6. 0 运动线程管控
在应用运动控制器来规划各轴运动时,此系统采用位置-时间模式,该模式下能实现任意速度规划,将实际运动分割成固定段数,有利于数控机床运动的连续性,并减轻运动控制卡与主机的通信压力。为实现对运动控制器的状态、各轴加工运动位置、各轴加工速度以及运动控制器内存中运动指令条数的监控,采用运动线程管控。通过为运动控制开辟单独线程,解决了控制器指令填充时间过长的问题。开辟独立线程步骤如下:
(1) 开辟一个线程函数,为线程定义一个句柄,具体代码如下:
void Thread Func1(); / / 线程 1 子函数
HANDLE h Thread1; / / 用于线程
DWORD Thread ID1;// 用于线程
(2) 编辑线程函数,确定线程的优先级别并开启线程。线程函数及其线程开机代码如下:
h Thread1 = Create Thread ( NULL,0,( LPTHREAD _START_ROUTINE)Thread Func1,
NULL,0,&Thread ID1); / / 开启线程
1Set Thread Priority( h Thread1,THREAD _ PRIORITY _TIME_CRITICAL); // 设定线程的优先级别。
线程的优先级可以分为 6 个等级,优先级别越高,线程相应速度就越快,可以调用 Get Thread Priori-ty ( h Thread1)
来获得线程的优先级,其级别由高到低依次为:
THREAD_PRIORITY_TIME_CRITICAL = 15;
THREAD_PRIORITY_HIGHEST = 2;
THREAD_PRIORITY_ABOVE_NORMAL = 1;
THREAD_PRIORITY_BELOW_NORMAL = -1;
THREAD_PRIORITY_LOWEST = -2;
THREAD_PRIORITY_IDLE = -15;
线程开启后一直扫描直到有运动需要处理。
3. 3 数控加工代码仿真
NI Measurement Studio 是 NI 公司为 Visual Studio .NET 和 Visual Studio 6. 0 环境编制的一个集成式套件,其中集合了各种常用的测量和自动化控件、工具以及编 程 类 库。NI Measurement Studio 带 有 的 ActiveX和 .NET控件、面向对象的测量硬件接口、高级分析库、科学的用户界面控件、测量数据网络化、向导、交互式代码设计器和高扩展性类库等功能,极大地减少了 Windows 应用程序的开发时间.
j9-j11
m_Graph3D. Plot3DCurve (xD,y D,z D); / / 绘制三维图
图 7 为五轴联动精加工维纳斯仿真模型及小叶轮仿真模型。
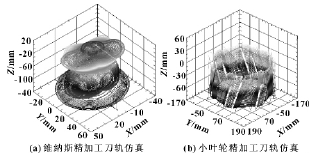
图 7维纳斯与小叶轮模型精加工仿真
3. 4 数控软件界面及功能简介
软件界面 (图 8) 分为以下几个模块: (1) G 代码显示窗口。该区域显示待加工的 G 代码文本。(2)加工刀位点显示区。该区域显示当前加工刀位点在编程坐标系下的坐标值。 (3) 加工刀轨仿真窗口。应用 Lab VIEW 控件 Measurement studio,显示加工刀轨的 3D 仿真图,同时具有用户拖拽及缩放命令功能。(4) 手动调试按钮。能够实现单轴独立运动。 (5)加工刀具显示区。该区域显示当前次加工刀具信息。(6) 加工操作区域。该区域为此软件的主要操作区域,其中包括建立 Access 数据表、查看加工数据表和开始本次加工等功能。 (7) 五轴各模式选择。此数控软件能兼容控制五轴其他模式,针对不同模式能调用对应轨迹规划算法。 (8) 加工进度显示。开辟独立线程,对加工过程进行计时。
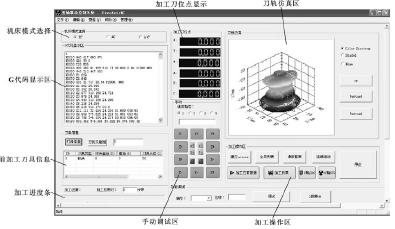
图 8 数控软件界面及功能简介
4 、加工验证
数控软件通过对 UG NX 后处理构造器产生的断臂维纳斯 G 代码进行解析,对石蜡试件进行了实际雕刻 (如图 9 所示),无过切与撞刀,雕刻过程稳定性良好。最终加工试件误差在±0. 04 mm,达到设计要求。

图 9 维纳斯模型加工
5、 结束语
介绍了基于运动控制器的经济型五轴联动 BC 型木工雕刻机床机械结构的设计与数控系统的研究。根据雕刻工件的特点,完成了 BC 型木工雕刻机的运动学模型分析,并搭建了基于 PC+NC 模式的数控系统硬件,运用 VC++6. 0 对数控系统软件进行了编制。通过对维纳斯 UG 模型尺寸与实际加工模型的测量尺寸进行比对,对雕刻机床加工精度进行了验证,精度符合设计要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>激光加工技术在城市轨道车辆制造中的应用
- target=_blank>基于竞争失效的数控系统PCB性能退化可靠性建模技术
- target=_blank>基于 PMAC 的开放式外圆磨床数控系统研究
- target=_blank>五轴联动数控工具磨床工作台运动方案与结构设计探究
- target=_blank>基于 NC - Link 协议的数控系统适配器设计
名企推荐







