
浅谈宏程序在数控车削加工编程中的应用
摘 要: 在数控编程中使用变量来进行编程的都属于宏程序。宏程序适合椭圆、抛物线、双曲线等非圆曲线编程,一般在数控车工、铣工的高级工考证及各种数控技能竞赛中都要用到,以一实例介绍了宏程序及其在数控车削加工编程中的应用。
关键词: 宏程序; 数控编程; 变量; 椭圆
1 、宏程序介绍
1. 1 宏程序的概念与分类
用变量的方式进行数控编程的方法就叫做宏程序编程。宏程序有两种类型即 A 类和 B 类,不同数控系统的机床,所应用的宏不一样,A 类宏是以 G65 Hxx P#xx Q#xx R#xx 的格式输入的,B 类宏则是以直接的公式和语言输入的,和 C 语言很相似,应用相对比较广泛,常用于 FANUC - 0 - i 系统、华中数控系统中。
1. 2 宏程序的作用
应用宏程序编程可以编写一些非圆曲线,如宏程序编写椭圆、双曲线、抛物线等。另外,在编写一些大批相似零件的时候,可以用宏程序编写,这样只需要改动几个数据就可以了,没有必要进行大量重复编程。
1. 3 宏程序的最大特点
宏程序的最大特点就是使用变量。变量是表示取值可以变化的量,由“#I”表示,其中 I = 1、2、3……等,如#1、#2 分别表示 1 号变量、2 号变量。
1. 4 运算指令与表达式
包括定义、算术运算、逻辑运算和函数运算指令等,如: =( 赋值) 、+ ( 加) 、OR( 或) 、SIN[]( 正弦函数) ; 表达式是由运算指令连接起来的函数及变量等,如: SIN[]( 正弦函数) 、#3*#4 + #1( 3 号变量与 4 号变量之积加上 1 号变量) 。
1. 5 转移与循环语句
1) 无条件转移: 格式: GOTO n
2) 条件转移: 格式: IF[〈条件式〉]GOTO n ,其中 n 为跳转目标的程序段顺序号。条件运 算 符 有 LE ( ≤) 、GE ( ≥) 、EQ ( = ) NE ( ≠) GT( > ) 、LT( < ) 。
3) 循环: 由循环判断语句、循环体和结束语等组成,一般是由 WHILE[〈条件式〉]DO m 与 ENDm 来表示,其中 m 只能等于 1 或 2 或 3。
2 、宏程序编程实例
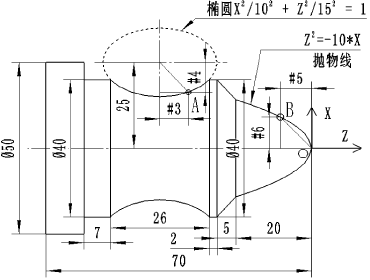
图 1 所示零件图。
2. 1 程序编制思路分析
图 1 零件图中有抛物线、有椭圆弧,如果不利于宏程序,将无法实现这两处非圆曲线的加工,除非能借助电脑计算出非圆曲线上的节点坐标,但是此工作量非常大,不利于实际生产中的
应用,唯有利于宏程序变量来编程才能解决此问题。
图1 中椭圆方程是 Z2/152+ X2/102= 1,其中: 15 为长半轴; 10 为短半轴,以 Z为变量,可求得 X 值。经推导可得: X = 102× ( 1 - Z2槡/152) ;椭圆上 A 点在椭圆坐标系中的坐标为( #3,#4) ,把 A 点坐标( #3,#4) 转换为在编程坐标系 XOY 中的坐标,可表达为 A( 50 - 2× #4,#3 - 13. 5) ,抛物线的方程是 Z2= - 10 × X,同理以 Z 为变量,可求得 X = Z2/ ( - 10槡) ; 抛物线上 B 点在抛物线坐标系中的坐标为( #5,#6) ,由于该坐标系与编程坐标系是同一坐标系,所以 B 点在编程坐标系中的坐标也是( #5,#6) ,经过分析,解决了非圆曲线上的点转换成编程坐标系中的坐标,所以对如图 1 所示的椭圆、抛物线部分编程就简单了。
2. 2 程序编制
O0045T0101;
G00X100Z100;
MO3S800;
G00X55Z2;
G71U2R1;
G71P1Q2U0. 5Z0. 2F200;
N1G01X0Z0F100;
#6 = 0;
( 抛物线中 Z 方向动态起始值)WHILE[#6GE[- 20]]DO1;
( 判断 Z 是否大于等于 - 20)#5 = SQRT[[#6* #6]/[- 10]]; ( Z 方向动态值表达 X 方向上的值)G01X[2* #5]Z#6; ( B 点的编程坐标)#6 = #6 - 0. 5;
( Z 方向动态值每次递减 0. 5 mm)END1;
G01X40Z - 25;#1 = 15; ( 椭圆的长半轴赋值)#2 = 10; ( 椭圆的短半轴进行赋值)#3 = 13. 5;
( 椭圆中 Z 方向动态起始值)WHILE[#3GE[ - 13. 5]]DO1;
( 判断 Z 是否大于等于- 13. 5)#4 =[#2 / #1]* SQRT[#1* #1 - #3* #3];
( 用 Z 方向动态值来表达 X 方向上的值)G01X[50 - 2* #4]Z[#3 - 13. 5];
( A 点的编程坐标)#3 = #3 - 0. 5;
( Z 方向动态值每次递减 0. 5 mm)END1;
G01Z - 63;
X50;
N2Z - 70;
G70P1Q2;
G00X100Z100;
M30;
3 、结语
综上所述,用变量赋值的外圆切削循环编写宏指令时,可以在程序中给变量赋值、进行数学运算、条件转移等,编写时更直观、简便,精简了程序内容,大大提高了编程效率。宏程序不仅能实现加工椭圆弧、抛物线,还能加工一些其他的非圆曲线,在手工编程实际中只要能灵活运用宏程序,还可以进行车削端面、车削螺纹、切槽等编程.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>内螺纹车刀数控铣削螺纹方法初探
- target=_blank>UG 的数控加工技术在模具加工中的应用
- target=_blank> 梯形螺纹加工中宏程序应用
- target=_blank>T6216C 落地镗床滑座变速箱的改进
- target=_blank>基于 PLC、变频器及触摸屏的龙门刨床节能改造
名企推荐







