
巧用宏程序对抛物线曲面编程
摘要:对数控车床的零件进行编程,是我们完成自动加工的前提。在编程技术日益发展的今天,宏程序的运用,变量的设定,是对复杂零件编程不可或缺的重要工具。
关键词:宏程序;自动编程;抛物线;基点坐标;变量
经常有复杂曲线所构成的非圆曲面(如:椭圆曲线、抛物线、双曲线等)零件,其加工质量往往成为生产制造的关键。
非圆曲线形状的工件在数控车削中属于较复杂的零件类别,一般运用直线拟合法来进行加工。而此类方法的特点是根据零件图纸的形状误差要求,把曲线用许多小段的直线来代替,根据零件图纸的形状误差,如果精度要求高,直线的段数就多,虽然可以凭借CAD软件来计算节点的坐标,但是节点太多也导致了加工中的不方便,如果能巧妙运用宏程序,则可以方便简洁地进行编程,从而提高加工效率。
一、解读宏程序
在一般的程序编制中程序地址下的字为常量,而宏程序则采用变量编程它是利用对变量赋值、表达式、逻辑运算、条件判断等来描述零件加工过程的指令的集合;既可以写人主程序,也可以独立编写成子程序,供主程序调用,我们把这种程序叫宏程序。
二、宏程序与普通程序的对比
普通编程是利用每个指令代码的功能,按照规定进行各地址下的常量编程即可,有的时候这些简单的指令不能满足加工要求,因此系统提供了用户宏程序功能,使用户可以对数控系统进行一定功能的扩展,普通程序只能使用常量进行编程而且常量之间不可以进行计算,而宏程序则使用变量,并可以给变量进行赋值,变量之间可以根据程序中给出表达式进行计算。
当工件形状没有变化,但尺寸发生变化时,只需改变变量中几个与尺寸有关的值,其他的表达式无须改变。
三、宏程序与自动编程的比较
自动编程有自动编程的好处,但是自动编程也有其不利于加工方面的问题,在加工不规律的曲面时利用自动编程确实是很好,但是在加工有规律的曲面时,用宏程序加工要比用自动编程软件要强的多,而且宏程序比较精练,不象自动编程那么烦琐,而且程序段非常多,加工时间长,需要专门的后处理软件支持,成本非常高。
四、宏程序运用举例
(FANUC-Oi数控系统B类宏指令)
通过如图1-1所示的带二次非圆曲线抛物线的轴类零件的编程,会使我们更加了解宏程序的特点与作用。
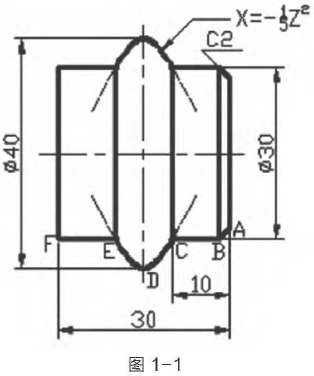
(1)基点坐标(以轴心线与右端面的交点为编程原点):
A(26,0) off, B(3o,-2), c(3o,一10), D(40,一15), E(30,-20),E(30,-30)
(2)变量设定:
①以#1为Z轴的变量且为自变量;
②以#3为X轴的变量且为应变量;
③抛物线的顶点为((40,-15) ;. #1=5(抛物线Z轴的初值!;
⑤ #3=-1/5*Z*Z(抛物线X轴的初值);
(3)编程:
01000(精车加工程序)图1-1
N10 G99G0 X100 2100 TO101 S1200 M03;
N20 GOX22 Z2 M08;
N30 GOl X30 Z-2 F0.05;
N40 Z-10;
N50 #1=5;
N60 #2=#1-15;(在编程坐标系里的Z坐标变化值)
N70 #3=一1/5*#1*#1;
N80 #4=2*#3+40;(在编程坐标系里的X坐标变化值)
N90 #1=#1-0.1; (Z坐标变化值以0.1递减)
N10 GO1X#4 Z#2 F0.05;
N 110 IF[#2 GE -20] GOTO 60;(条件判断式)
N120 GOl Z-30;
N130 GOOX100Z100M09;
N 140 MOS:
N150 M30;
综上所述,为了满足生产实际需要,我们不断总结编程方法,发挥宏程序在数控机床的编程中举足轻重的作用,正确合理地掌握这一编程利器,能为我们的数控加工开启了一扇敞亮的窗户。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>山高双面快豹® 22 提高重载面铣加工效率
- target=_blank>桁架机械手与关节式工业机器人与在机床上下料应用的比较
- target=_blank>普通车床的数控化改造
- target=_blank>数控机床加工完成后需要注意哪些事项?
- target=_blank>机床补偿知识解析
名企推荐







