
欧洲机床智能制造汇编(一)上
Ⅰ、德国SLM公司3D金属打印机

德国SLM Solutions集团是世界领先的金属激光增材制造设备(3D打印)生产商,专注于选择性激光熔化(SLM) 相关的高新技术研发。
选择性激光熔化技术(SLM)广泛应用于航空航天、医疗、能源、汽车工业、教育、轨道交通等领域。

精密紧凑,实现广泛应用领域的3D打印
——适合研发或工业生产用复杂金属零部件

SLM125选择性激光熔化(3D打印)设备技术参数
加工尺寸(长×宽×高)125 × 125 × 125 mm³扣除基板厚度
3D光路系统配置单激光(1×400W)IPG光纤激光器
加工速率最高25 cm³/h
可加工层厚20 μm-75 μm, 1μm/步
最小结构尺寸140 μm
光斑直径70-100 μm
最高扫描速度10 m/s
加工过程中平均惰性气体消耗2 L/分钟(氩)
排氧过程中平均惰性气体消耗70 L/分钟(氩)
电气连接/输入功率400 Volt 3NPE, 32 A, 50/60 Hz, 3 kW
压缩空气要求/消耗ISO 8573-1: 2010 [1:4:1], 50 L/分钟 @ 6 bar
机器尺寸(长×宽×高)1,400 mm x 900 mm x 2,460 mm
机器重量(含/不含粉末)约750 kg / 约700kg
适用于所有金属粉末的设备
选择性激光熔化设备SLM 125的加工尺寸为125×125×125 mm³。设备结构紧凑,经济性极佳,适合应用于研发领域以及工业生产小尺寸零件。此外,SLM 125可选配成型尺寸50×50×50 mm³的加工小平台,可减少80%的粉末使用量。

选择性激光熔化设备 SLM 125 可基于3D-CAD数据打印出高品质金属零件。该设备兼备紧凑性、经济性以及高精度,主要适用于小批量加工,例如研发领域。

双向铺粉专利技术成就了其在同类型设备中最快的成型速度,而气体循环过滤技术不仅已获得专利,同时也呈现了安全操作的设计理念。惰性气流即使在调节到最低消耗量时也能够达到最理想的工艺特性。

SLM 125 可选配用于读取CAD/STL数据或切片数据的全开放式软件,允许用户根据需求进行自定义加工参数,实现个性化加工。打印材料可选择不锈钢,工具钢,钴铬合金,镍基合金,铝合金,钛及其合金等。设备的紧凑结构和少量粉末传输部件可保证快速便捷换粉。另外,大量的选配及扩展功能使该系统能够适应各种客户的个性化需求。

筛粉设备PSM能够与 SLM125 达到最佳配合使用效果。筛粉过程中,大颗粒粉末会被筛选出来并被分离至一个存储瓶内。达到颗粒范围内的可重复利用的粉末,将被传输至存储容器中并可直接再次使用。
Ⅱ、德国STAMA斯塔玛立式多主轴加工中心:高效生产的不二选择

STAMA斯塔玛公司是德国著名多主轴加工中心生产企业,其加工中心可单主轴、双主轴、4主轴,甚至更多,适合大批量、高效加工。
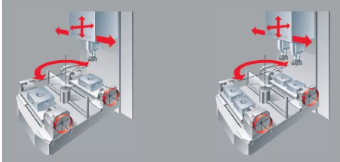
STAMA斯塔玛单主轴、双主轴主轴加工中心示意图--
STAMA斯塔玛MC326/MC331/MC334多主轴加工中心--
STAMA斯塔玛MC326单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料:
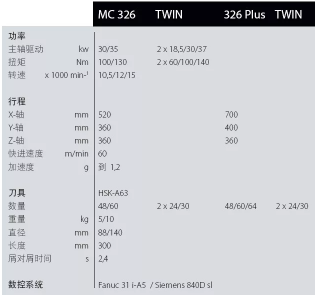
STAMA斯塔玛MC326多主轴加工中心参数--
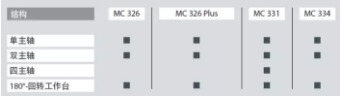
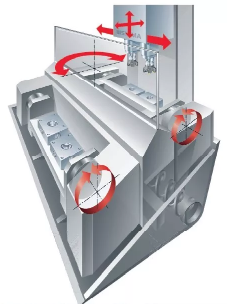
STAMA斯塔玛MC326/MC331/MC334多主轴加工中心结构对照图--
STAMA斯塔玛MC331单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料:
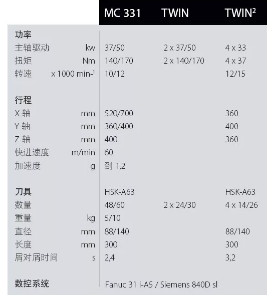
STAMA斯塔玛MC331单、双主轴加工中心参数--
STAMA斯塔玛MC334单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料。
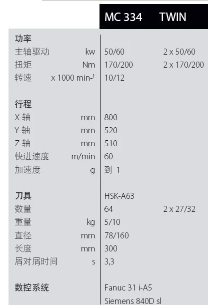
STAMA斯塔玛MC334单、双主轴加工中心参数:
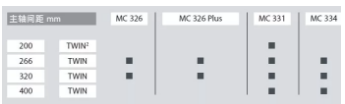
STAMA斯塔玛MC326/331/334加工中心带主轴间距对照图--
STAMA斯塔玛双主轴加工中心示意图--
STAMA斯塔玛4主轴加工中心示意图--

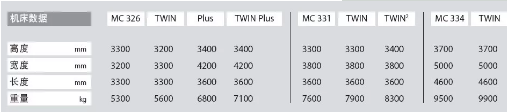
STAMA斯塔玛MC326/331/334加工中心数据--
STAMA斯塔玛多主轴加工中心典型加工零件--


Ⅲ、德国维拉WERA公司插滚机床 插齿滚齿拉齿的高效结合

德国维拉WERA公司自行开发并注册的插滚专利机床工艺技术,经多年成功的实际应用,目前已在欧美汽车变速器行业投入批量使用。
德国维拉WERA插滚工艺是首次将滚齿、插齿和拉齿工艺合并在内、外齿热前制齿加工生产中心。联系:13501282025
德国维拉WERA内齿/花键插滚工艺
(举例工件:变速器同步齿圈加工)
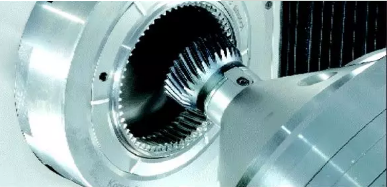

插滚工艺方式为工件和刀具连续式旋分加工,其加工原理是将滚齿和插齿运动相结合。
首先比较一下几种热前制齿加工的刀具与工件间的基本变速传动作用关系:
滚齿:涡轮蜗杆传动
插齿:圆柱齿轮差速传动
剃齿:螺旋齿轮驱动
德国维拉WERA插滚法:采用维拉专利旋分技术,因此可加工出多种不同齿形,即内外圆渐开线、非渐开线和非几何对称齿形,且无需退刀槽。
德国维拉WERA公司插滚机床插滚法加工齿圈的特点:
投资少:单机,无需传送带
占地少:单机,占地面积少
人工费低:操作人员少
以加工同步齿圈为例,迄今为止的传统工艺需要5 台以上机床分序加工:车削、拉削、倒角、铣槽和倒锥。生产中耗费大量物流(工件输送)、多次清洗和人工及场地成本,当然还可采用成型加工技术生产,但成品后工件存在内外齿形错位对称度不良问题。
德国维拉WERA插滚法第一次将工序集成,即在一台插滚机上将齿圈毛坯加工成成品,完成制齿、倒角、油槽和倒锥完整加工。
值得一提的是,全部加工均为干式加工,无需冷却液。
德国维拉WERA公司插滚机床特点:
节省原材料:切削少
工件检测成本低:工序集中,检测环节少
刀具成本低:刀具制造简单,可多次修磨复用
节能:单机,节省能源和排放
德国维拉WERA外齿/花键插滚工艺
(举例工件:变速器同步齿轮和同步体加工)

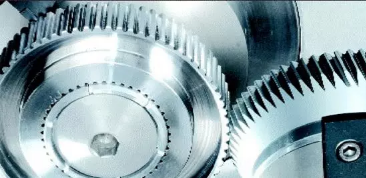
在汽车变速器齿轮行业中,带单联或多联封闭齿的同步齿轮和同步体批量大、传统加工效率低且不易加工,但采用维拉插滚法加工却极为简单方便,且效率和精度高。
德国维拉WERA插滚机采用平行倾斜布置的工件主轴和刀具主轴得以轻松实现非对称几何尺寸的花键齿。
实现这一功能的方法是,该机刀具主轴(插滚轮)针对工件主轴采用非重复变速比设计方案。
加工后的两齿面几无切削痕。加工为一次装卡两次进给切削完成,通常一次切削完成切削量的67%;二次切削完成剩余33%的切削量。
切削参数视具体工件加工切削量要求任选。该机与维拉公司其他系列机床相同均采用干式切削。
加工直齿花键的插滚刀为斜齿锥形设计。刀具采用带涂层的高速钢(PM-HSS)制造,可多次复磨使用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>中国机床工具消费市场与产业形势
- target=_blank>CIMES2018隆重举行创新成果目不暇接(一)刀具篇下
- target=_blank>CIMES2018隆重举行创新成果目不暇接(一)刀具篇上
- target=_blank>CIMES2018隆重举行创新成果目不暇接(一)机床篇
- target=_blank>从CCMT2018看国产数控系统的发展(四)
名企推荐







