
五轴加工中心在模具加工中的优势及应用
摘 要:阐述了五轴加工技术概念,以实际模具零件加工为例,对五轴加工技术在模具加工中应用的可行性和重要性进行分析,与三轴加工技术进行对比后得知,五轴加工技术能让其加工效率及零件质量得到提高,电极数量得到减少,帮助模具加工企业更加充分的应用五轴加工技术,提高产品质量和缩短产品生产周期。
关键词:五轴加工技术;模具加工;优势及应用
随着我国制造技术水平的提高,对模具零件加工技术不断提出更高要求,五轴加工技术也被更多的模具加工企业所认可和应用。由于对五轴加工操作人员技术要求较高,再加上缺少相应的专业人才,导致较多企业的五轴加工设备、技术并未充分发挥效能。
本文以典型模具零件加工为例,对五轴加工技术在模具制造一系列的优势进行了深入分析,以此来促使更多的企业对制造业先进设备、加工技术革新的了解和对五轴加工技术应用。
1 、五轴加工技术分析
一般来说,三轴加工中心在完成深腔模具的加工时,能只通过长加刀具及刀柄来实现,而在五轴加工模具过程中,一次装夹,通过摆台或摆轴的运动,利用平底端面铣刀,对模具加工各表面采用保持刀具轴线与加工端面垂直的方式进行加工,这样能够降低加工成本、减少加工时间。
同时五轴加工中心还适合对有角度的侧面进行铣削加工,加工过程能够避免三轴加工机床因球端立铣刀加工斜面致使的肋骨状纹路,使模具表面质量轻松达到预期的要求,也避免了常规机床工件在第二次定位中调试装夹时、定位误差、基准面不重合等一系列问题。
这样不但缩短了工件辅助调试、加工的时间,而且也降低了其中出现的误差,在工件安装中所需的工装夹具、刀具等的费用也得了降低。而在薄壁、弯角、曲面槽底等特征的复杂部位的零件加工时,三轴加工采用球刀来进行精铣,目的是为了表面质量能更好,可是由于球刀的刀具中心旋转起来后线速度接近 0,这样就会造成刀具的损伤,让其使用寿命减少,同时也会影响到表面质量。
利用五轴加工能够与被加工面形成一定角度的特点,可以使用较短的刀具,提高刀具刚性,还能快速的将整个零件加工完成,不需要第二次装卡,并且零件表面质量也很好。
2 、分析五轴加工技术的具体应用
五轴加工技术在模具制造加工中能够快速的强化机械加工效率,一般体现在如下几点上:
(1)一次装夹零件,能够完成大部分的加工;
(2)局部区域有着较高的加工精度,并且加工时间短;
(3)随着难加工部位的减少,电极数量随之得到减少,模具生产周期得到缩短。
零件自身的形状决定着其加工方式,因此,在编程前,应分析零件每一部分的形状、加工工艺,保证零件刀具选用与摆放零件形式,减少装夹二次和二次加工。空调骨架模具零件的三维图如图 1 所示,这也是模具生产中运用五轴加工技术加工的典型零件。
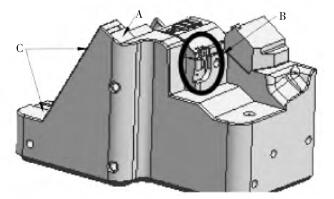
图 1 空调骨架模具零件二维图
五轴加工技术在一次装夹零件过程中,通过更换刃具和改变刀具或工件的摆角,能够同时进行多项工作。在刀具和工件接触中,在刀具高速旋转中来进行切削,从而达到预期的切削效果。
刀具与被加工工件表面接触角不同,所遵循的切削原理也不同,最后所得到的切削质量自然也不一样。在平面光刀与侧刃切削中,工件和刀具是一种面接触形式,与点接触对比来讲,其加工质量和效率更好,有效地减轻了零件表面抛光工序的工作量。
在利用三轴加工过程中,一般都会选取“斜面”加工形式,如图 2(a)、(b)所示,这样球刀、零件的表面只存在一个接触点,无法保证加工效率,并且两条刀路间有“
残高”情况出现,在后续工作中抛光有很大的工作量要做。
在同个区域内,使用五轴加工,在定位后,待加工表面和刀轴保持垂直状态,如图 3(a)、(b)所示,利用平面广刀的切削方法,刀具和工件处于呈面接触中,不但得到了很高的加工效率,也延长了刀具使用寿命,并且刀路间不会有“残高”情况,可得到较高的加工表面质量;再者,通过更换刀具,利用机床自身精度,还可完成部分精镗、磨削
、抛光等工序,在后续工作中只需要简单的进行抛光便可以了。
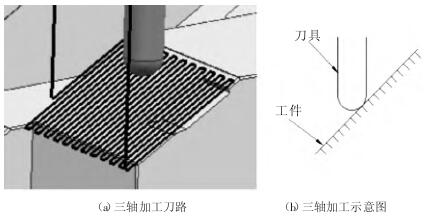
图 2 三轴加工与五轴加工对比分析
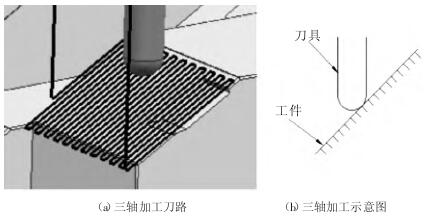
图 3 三轴加工与五轴加工对比分析
众所周知,产品设计水平关系着模具设计者的水平,从而对各零部件形状有所影响。在设计产品结合客户要求,注重细节精致,使用起来便捷,这样就给加工模具零件有着新的要求。如下图 4 中零件侧壁有一小台阶,三轴加工中很难加工到位,应配电极实施电火花清根,图 4(a)所示为加工电极,其外形尺寸为 112 mm × 24 mm × 174 mm,加工很耗费时间。使用五轴加工中,选取最佳的角度,如图 4(b)所示,可以完全铣出侧壁台阶,不需要进行电火花加工。
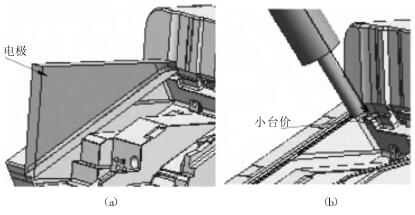
图 4 三轴加工与五轴加工侧壁小台阶
在注射模过程中,经常遇见成型塑件圆角处型腔加工形式,这种形势在加工过程被称为“清根”。在清根过程中,依据零件圆角半径来选择刀具,但在长径比的局限下,刀具长度也受到了限制,很多很深的型腔圆角处三轴加工不能及时加工到位,只能利用电极清根进行加工。通过试验结果表明,在使用五轴加工技术清根后,简化了加工程序,缩短模具生产工期,并且提高了工具利用效率。
一般情况下,刀具和工件加工中会有很多意外的状况,对二者的相对运动也无法想象,为了保证程序的稳定性,应仿真模拟五轴加工编程,避免在加工中出现其他问题。目前,NX6.0、VERICUT 等多种软件均可对五轴加工进行高精度仿真模拟,对刀具、机床和零件等模型进行调用,有效读取程序信息,保证加工工件和刀具的互相运动,以三维动画形式对切削过程进行模拟。同时,还能检测各个零件的过切。
在仿真模拟下,编程员在看到真实的加工过程中,及时发现在加工中出现的问题,从而保证五轴加工编程的合理性。与三轴加工对比而言,五轴加工中多了 2 个自由度,也正因为如此,对机床性能的要求也就高了很多。在编程中,应考虑好应用五轴加工技术的各项信息,待加工零件符合加工情况后,选择相符的机床,并结合机床性能明确装夹形式。
3 、结束语
从上面的分析中可见,将五轴加工技术运用到模具零件生产过程中,既能够提高零件加工精度,也能减轻零件抛光的工作量,缩短生产模具的周期,但从多方面上来讲,加工机床与编程工作对有关工作人员提出了新的要求,要求他们要对五轴加工技术全面了解,并能够熟练操作相应的软件。
五轴加工技术在机械装备技术发展下也得以快速发展,并且我国当前越发重视培养制造业领域的人才,这些都为五轴加工技术的广泛发展和运用打下了基础,相在不久的将来,五轴加工技术势必会被应用到更多的领域中。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>伺服液压系统电气故障诊断方法
- target=_blank> 面向能效的曲面数控加工刀具路径优化方法(下)
- target=_blank>面向能效的曲面数控加工刀具路径优化方法(上)
- target=_blank>浅议我国数控激光切割技术的发展趋势
- target=_blank>实训教学问题诊断与对策——以加工中心专业为例
名企推荐







