
五轴微型数控铣床结构设计与控制系统研究
摘要: 根据高等院校学生实践实验要求,设计了教学型五轴联动微型数控铣床。该铣床采用摆头转台式机械结构,能够实现三维空间内的移动以及 A 轴和 B 轴的转动,实现五轴联动的设计理念。并在此基础上开发了基于 ARM 的五轴联动微型数控铣床的运动控制系统。该数控系统采用 “PC + ARM 单片机”模式设计,上位机利用 Delphi 编程软件实现 NC 文档编译、刀具补偿计算及与下位机的通信功能,下位机是以 STM32 芯片为核心的 ARM 单片机构成,主要实现与上位机的通讯、插补计算及对电机的位置控制等功能。由于该数控系统稳定性高、安全可靠性强及性价比高,因此非常适合高校学生实验。
关键词: 五轴联动; 嵌入式; 数控系统; Delphi 编程; ARM 单片机; STM32
0 前言
数控机床高速加工的运动控制是提高加工质量和加工效率的重要手段。在现如今高校的工程实训中心中虽已广泛增加了数控机床的实验教学,但由于所有设备大都是一些成本高的大型机床或加工中心,一般由老师演示操作,学生很难有动手的机会,更无法通过实训来掌握数控技术的原理。基于此,笔者开发了五轴微型数控铣床结构和控制系统。该数控铣床是集教学、实验、科研于一体的综合实验项目,内容涵盖数控铣床的结构设计、数控系统硬件的设计、安装和调试,系统软件的开发及机床电器控制等相关内容。另外,该数控系统操作简单、成本低、应用范围广,不仅给老师授课带来方便,还能让学生更好地培养动手操做能力,在教学领域具有重要意义。
1 、五轴微型数控铣床的结构设计
五轴联动微型数控铣床结构上由沿 X 、Y 、Z 轴的平动和绕 X 、Y 、Z 中任何两个轴的转动组成,基本可分为 3 种形式: 双摆头式、双转台式和摆头转台式。本文作者设计的五轴数控铣床采用摆头转台式结构如图 1 所示 ( 总体尺寸 400 mm × 300 mm × 600mm) ,即沿 X, Y, Z 轴的移动、 绕着 Y 轴 的摆动( B) 及绕着 X 轴的转动 ( A) 。新设计的五轴联动微型数控铣床可以实现复杂曲面的加工,能够满足高等院校学生的实验要求。
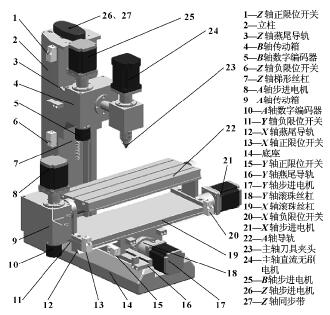
图 1 五轴微型数控铣床结构图
1. 1 、直线运动模块
直线运动单元主要有: 丝杠螺母副、齿轮齿条副、同步齿型带等,所设计的教学型五轴微型数控机床具有结构紧凑特点。铣床的 X、Y 轴移动采用滚珠丝杠传动方式来保证传动精度,Z 轴采用可以自锁的梯形丝杠来防止主轴头因自身重力作用而下移。由于Z 轴电机与丝杠不同轴,所以 Z 轴电机轴与丝杠轴采用传动比为 1∶ 1 的同步带传动以保证传动精度,各轴均采用步进电机驱动。
1. 2 旋转运动模块
五轴微型数控铣床常见的旋转运动单元有锥齿轮传动、蜗轮蜗杆传动和直齿齿轮传动等,由于蜗轮蜗杆传动可以满足大减速传动比的要求,提高加工精度。因此所设计的数控铣床的转动轴及摆动轴均采用蜗轮蜗杆传动,传动比为 1∶ 30,各转动轴的行程均为 - 90° ~ 90°。由于步进电机断电之后无法自锁,因此选用展开螺旋角小于蜗轮蜗杆接触摩擦角的单头蜗杆,实现转动轴的自锁。采用分辨率为 3600 脉冲的旋转编码器对各转动轴进行角度控制,控制精度为0. 1°,各转动轴采用步进电机驱动。
2 、数控铣床控制系统总体设计
五轴微型数控铣床控制系统的总体设计如图 2 所示,系统主要由系统硬件和系统软件程序两 部分组成。系统硬件部分的核心是 ARM 单片机,由单片机的独立 I/O 口控制各轴步进电机驱动器从而实现各轴电机的精确转动,利用 PWM 控制方式实现主轴直流无刷电机的无级变速。ARM 单片机的独立 I/O 口可以实现各限位开关及编码器的数字量输入,从而可以避免铣床各轴由于超程而发生的危险及可以保证各转动轴转动的精确角度。

图 2 五轴微型数控铣床控制系统的总体设计
系统软件程序由上位机程序和下位机程序组成。上位机程序由 Delphi 软件编写,主要完成 NC 文档的读取、保存,刀具补偿及译码等非实时性程序。下位机程序主要完成译码及插补程序,限位开关及编码器的控制程序等,由中断服务函数保证下位机程序的实时性。在通讯模块中,通过设置相同的波特率等参数实现上位机与下位机的实时通讯。
3 、数控铣床控制系统硬件设计
目前数控机床应用最为广泛的控制系统主要分为以下 两 种: 单片机控制 系统、运 动 控 制 卡 控 制 系统。运动控制卡数据处理方面虽然可以满足微型数控铣床的需求,但因其成本高、使用不方便 ( 需要在电脑主机中插入特定的板卡) ,与本项目易操作性、性价比高等要求不符,而单片机控制系统拥有较强的数据处理能力,且程序编写简单,维护方便。因此选用单片机作为微型数控铣床系统硬件的核心。
3. 1 单片机芯片的选型
选用的单片机为 STM32F103RET6 为核心芯片的ARM 系列单片机作为控制系统。该单片机的数据存储容量大、处理能力强,引入了嵌入式操作系统,增加了单片机的可开发性,能够满足微型数控系统的控制要求。STM32F103RET6 微处理器是一款 32 位Coretex-M3 内 核 处 理 器, 内 置 高 速 存 储 器 ( 包 括512KB 的闪存和 64KB
的 SRAM) ,可满足数控系统的程序存储及缓存运行。
单片机具有 64 个 GPIO 端口,可用于控制的独立 I/O 口为 51 个,可以满足微型数控铣床 5 个步进电机、1 个无刷直流电机及 6 个光电限位开关及 2 个数字编码器的控制。
单片机的独立I / O口的输出脉冲频率为 50 MHz,可以满足步进电机和无刷直流电机的转速要求。
3. 2 数控系统硬件电路设计
针对 此 数 控 系 统 的 功 能 要 求, 设 计 基 于STM32F103RET6 芯片的数控铣床专用单片机控制电路,此单片机电路主要由电源模块、驱动器模块、限位及编码器模块及通讯模块组成。五轴微型数控铣床的系统硬件电路接线图如图 3 所示。
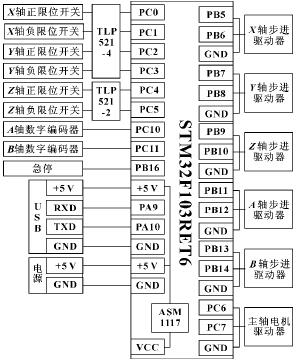
图 3 数控系统硬件电路接线图
在对单片机设计时,外部 + 5 V 电源与 USB 同时为单片机供电,以保证单片机工作时的电压与电流需求,单片机与上位机通过串口方式进行通讯。对于五轴微型数控铣床设计时,考虑到微型数控铣床的安全,各直线运动轴都需要用到光电限位开关,转动轴需用到光电编码器,以保证微型数控铣床在运动过程中不会发生碰撞等危险动作,保护机床和操作者的安全。
单片机通过独立的 I/O 接口为电机驱动器提供方向与脉冲信号驱动电机转动。
4 、数控铣床控制系统软件设计
控制系统的软件设计对数控铣床的精度和稳定性有着重要影响。根据微型数控铣床控制系统的功能需求及结构分析,其控制系统软件主要包括以下几个功能模块: 用户界面操作模块、刀具半径补偿计算模块、上下位机通讯模块、译码插补模块及其他模块。五轴微型数控铣床的软件流程图如图 4所示。
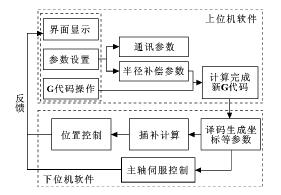
图 4 铣床的软件流程图
用户界面操作模块: 实现用户输入数控 G 代码、参数设置、实时坐标显示及加工程序管理。五轴微型数控铣床的软件主界面如图 5 所示。
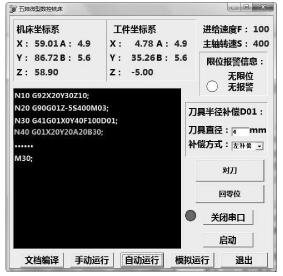
图 5 微型数控铣床软件界面
刀具半径补偿计算模块: 通过读取刀具补偿参数进行单据补偿计算,生成刀具补偿后的 G 代码,为铣床加工做准备。上下位机通讯模块: 实现 PC 机与单片机的数据传递。一方面将上位机的 G 代码程序、开关状态等数据传递给单片机控制铣床电机驱动器; 另一方面,监测单片机数据运行状态,使 PC 机对数控铣床的状态保持实时监控。译码插补模块: 对上位机传递的程序进行译码分析,确定铣床运行方式、进给速度等参数及计算交点坐标,进行插补计算确定铣床的运行轨迹。其他模块: 主要对收集的光电限位开关、数字编码器及急停开关信号进行处理与分析,保证铣床的行程及安全运行。
5 、结论
根据高等学校学生实验要求,设计了教学型五轴微型数控铣床。此微型数控铣床功能齐全,可以完全满足复杂曲面的加工。并对五轴微型数控铣床各个运动单元进行了设计以保证数控铣床的运动精度和稳定性。最后对微型数控铣床的控制系统进行了研究,以单片机作为控制系统的核心,通过控制 5 个步进电机驱动器和主轴伺服驱动完成对数控铣床的控制,并对控制系统的各个模块进行了设计。实验表明,以单片机为控制系统的五轴微型数控铣床具有较高的精度和稳定性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 数控钻床和数控钻床工作台的设计
- target=_blank>数控铣床金属构件加工工艺应用分析
- target=_blank>手术治疗令南威尔士癌症患者起死回生
- target=_blank>基于宏程序车削变槽宽变导程复杂螺纹的研究
- target=_blank> 伊斯卡推出镜面加工面铣刀TANGFIN(LOGIQ系列)
名企推荐







