
基于普通滚齿机 Y31350 的数控高效化改造设计
摘 要: 为提高 Y31350 普通滚齿机的加工效率,对其进行了数控高效铣齿改造。改造过程以满足高效性和高稳定性为设计原则,分别对机床和加工系统选用合适的伺服电动机和滚珠丝杠,同时选用铣齿专用数控系统。改造后的 Y31350 在齿轮加工过程中具备了高效率和高稳定性的特点,加工精度符合要求。
关键词: 普通滚齿机; 数控高效化改造; 铣齿
在机械加工行业不断向高精度、高速化方向发展,普通滚齿机在加工质量、效率等方面已经跟不上现代化机械加工业的发展步伐。Y31350 普通滚齿机是针对齿圈类工件加工的专用设备,其加工速度与产品质量等方面已经很难满足企业发展的要求。通过对Y31350 进行数控高速铣齿改造,可以大大提高其加工效率。
1 、改造参数
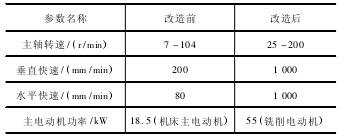
结合 Y31350 普通滚齿机在生产加工过程中的实际需要,对其在改造后所达到的加工参数如表 1 所示。
表 1 Y31350 普通滚齿机改造前和改造后参数对比
2 、改造总体设计
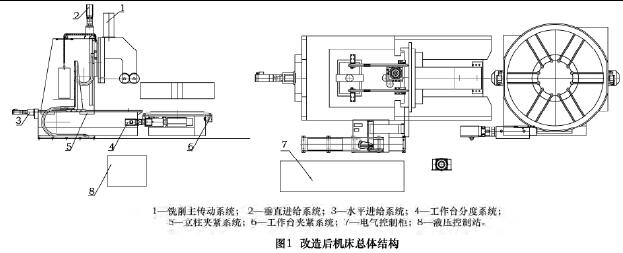
Y31350 普通滚齿机数控高效化改造主要针对机床和加工系统两大部分: 机床改造部分包括铣削主传动系统、水平进给系统、垂直进给系统、工作台分度系统、立柱夹紧系统、工作台夹紧系统; 加工系统包括选择一套适用高效铣齿的加工系统、液压控制系统。改造后机床总体结构如图 1 所示。
3 、机床部分改造
3. 1 机床铣削主传动系统改造
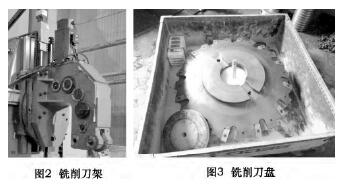
为提高齿轮加工效率,采用大功率、高转速的专用铣削刀架( 图 2) ,其传动方式采用主电动机 + 联轴器+ 齿轮降速带动铣刀盘( 图 3 ) 高效加工齿轮,冷却方式采用风冷枪冷却。
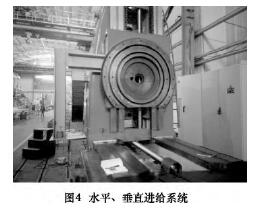
3. 2 机床水平
垂直进给系统改造断开原集中传动链,增加一套水平、垂直进给系统 图 4) ,包括西门子伺服电动机、减速器、联轴器、滚珠丝杠、支撑座及轴承。
滚珠丝杠的精度直接影响机床的加工精度,经过对 丝 杠 强 度 校 核,水 平 选 用 直 径 100 mm 的FFZD10010 滚 珠 丝 杠,垂 直 选 用 直 径 120 mm 的FFZD12020 滚珠丝杠。同时对电动机进行惯量与扭矩校核,水平选用 1FT6086 18. 5 N·m 伺服进给电动机,垂直选用 1FT6105 56 N·m 伺服进给电动机。丝杠采用两端固定支撑,一端采用针/推力组合轴承,另一端采用三组推力球轴承。
3. 3 机床工作台分度系统改造
断开原集中传动链,增加一套工作台分度进给系统( 图 5) ,包括西门子伺服电动机、减速器、联轴器、电动机轴齿轮、支撑座及轴承。
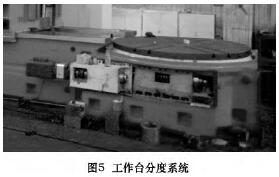
此机床工作台分度系统的传动结构为: 电动机把合在减速器上,减速器固定在进给箱体上,减速器输出轴通过联轴器与轴齿轮联接,轴齿轮啮合带动变导程蜗杆旋转,变导程蜗杆带动蜗轮旋转,蜗轮与工作台把合一体,带动工作台旋转分度。
通过对电动机进行惯量与扭矩校核,选用1FT6105 56 N·m 伺服进给电动机。
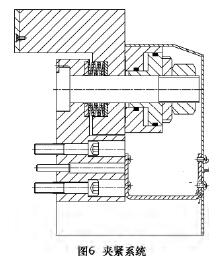
3. 4 机床立柱、工作台夹紧系统改造
为保证铣削加工精度,在立柱与床身之间、工作台与底座之间增加液压夹紧机构( 图 6) ,保证在加工直齿过程中立柱与工作台固定不动。夹紧系统工作原理为: 液压来油夹紧,液压停油后叠簧放松。
4 、数控系统选用
相对于改装前的 Y31350 滚齿机而言,数控高效化改造后因主轴转速和进给速度有很大的提升,致使加工效率明显提升,改装方案采用了能保证高效化加工的 SINUMERIK 828D 数控系统。SINUMERIK828 D 系统集 CNC、PLC 操作界面以及轴控制功能于一体,系统基于 80 位浮点数的纳米计算精确充分保证了控制的精确性。在铣齿加工中可实现柱形工件加工 的 智 能 坐 标 转 换,附 带 的 新 功 能 SINUMERIKMDynamics 工艺包能够加工出完美的工件表面和极端的加工时间。
5 、改造后使用结果
应用改造后的机床加工齿圈( 图 7,齿数 200,模数12 mm,厚度 100 mm,刀盘线速度 90 m / min,刀盘进给量 1. 2 mm/min,刀盘转速 80 r/min) ,通过对整个加工过程的跟踪,得出以下结果:
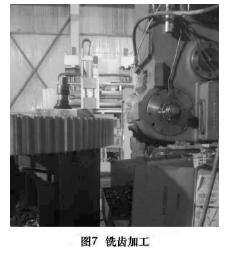
( 1) 加工时间由 4 天缩短至 1 天。
( 2) 齿轮加工精度达 9 级,满足使用要求。
( 3) 加工的齿面粗糙度达到 Ra1. 6 μm,满足使用要求。
6 、结语
通过对 Y31350 数控高效化改造,提高了加工效率和设备的运行稳定性。改造后的机床极大程度地满足了用户的要求。取得了良好的经济效益和社会效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 防错技术在齿轮类零件加工中的应用
- target=_blank>模具自动化制造技术的应用
- target=_blank>塑料模具型腔数控加工过程优化设计
- target=_blank> Z3040 摇臂钻床电气控制系统的PLC 改造
- target=_blank> 机械加工刀具的表面涂层和摩擦磨损性能研究
名企推荐







